





Kiểm tra siêu âm Phased Array các mối hàn vật liệu chống ăn mòn CRA và mối hàn đa vật liệu (Dissimilar Weld Material)
Kiểm tra siêu âm Phased Array các mối hàn vật liệu chống ăn mòn CRA và mối hàn đa vật liệu (Dissimilar Weld Material)

Ngành công nghiệp ngày càng sử dụng nhiều các mối hàn Austenit và các mối hàn có chứa các vật liệu hàn khác nhau. Các mối hàn này có thể được sử dụng để tạo ra các thành phần có đặc tính cải tiến hoặc thiết kế riêng. Ví dụ, một bộ phận có thể cần khả năng chịu nhiệt độ cao ở một khu vực và chống ăn mòn tốt ở khu vực khác. Các cấu trúc khác có thể cần sự kết hợp giữa độ bền hoặc khả năng chống mài mòn ở một vị trí và độ bền cao ở vị trí khác. Việc kiểm tra các loại mối hàn này bằng siêu âm mảng pha có những thách thức kỹ thuật liên quan đến sự thay đổi mật độ và đặc tính âm học của vật liệu (dị hướng).
Bài giới thiệu này cung cấp tổng quan về các điểm cần xem xét khi tiến hành kiểm tra bằng siêu âm (UT) đối với các mối hàn Austenit hoặc các mối hàn đa thành phần kim loại. Bài giới thiệu cũng giới thiệu chi tiết tính năng các sản phẩm siêu âm của Olympus như FocusPX, OmniScan và các đầu dò mảng pha sử dụng như thế nào trong quá trình kiểm tra.
Giới thiệu về ứng dụng kiểm tra các mối hàn thép không gỉ và mối hàn đa thành phần kim loại
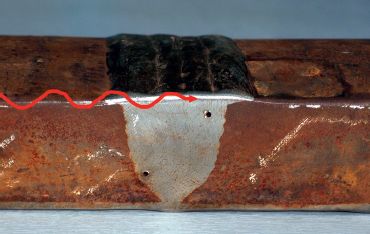
Các lĩnh vực công nghiệp dầu khí và công nghiệp năng lượng thường sử dụng đường ống thép cacbon được bọc bằng hợp kim chống ăn mòn (Corrosion – Resistant Alloys – CRA); các hợp kim này cũng có thể được sử dụng làm vật liệu phụ cho các mối hàn vòng quanh chu vi (Hình 1). Các lớp vật liệu này có thể gây ra vấn đề trong thử nghiệm không phá hủy (NDT) được kiểm tra theo cách truyền thống sử dụng chụp ảnh phóng xạ. Sử dụng phương pháp chụp RT còn liên quan đến thời gian chụp dài và bức xạ có khả năng gây hại tới sức khỏe. Những khó khăn này, cũng như sự phát triển trong lĩnh vực công nghệ siêu âm mảng pha đã đưa siêu âm trở thành một giải pháp thay thế tuyệt vời cho chụp ảnh phóng xạ.

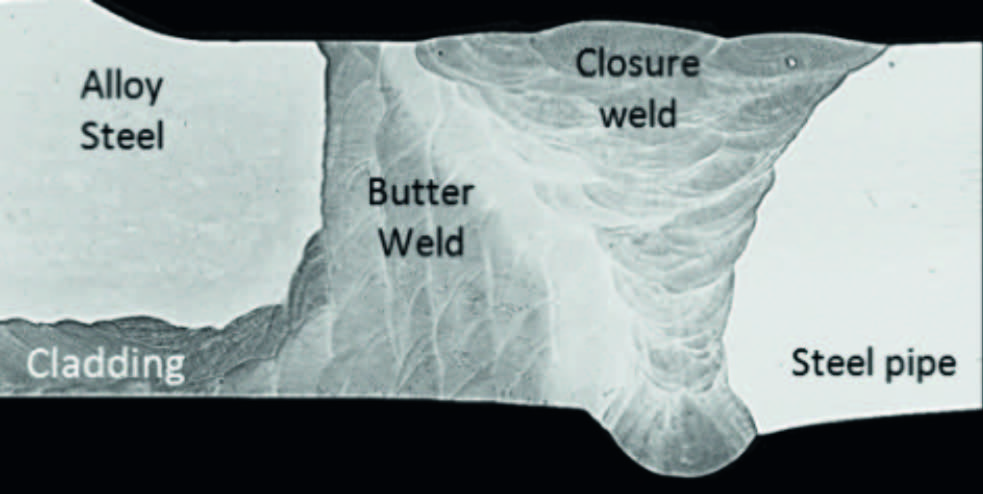
Mối hàn chứa vật liệu hàn khác (trái) và Mối hàn được sử dụng để nối hai vật liệu khác nhau (phải).
Những thách thức của việc kiểm tra UT
UT thông thường là một kỹ thuật sử dụng rộng rãi để kiểm tra mối hàn thép cacbon. Tuy nhiên, khi kiểm tra vật liệu hàn khác nhau, có một số khía cạnh khiến việc kiểm tra UT trở nên phức tạp hơn.
Thách thức – Giao diện kim loại-kim loại và kích thước hạt
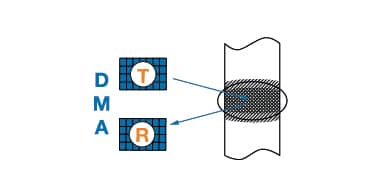
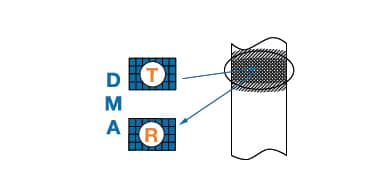
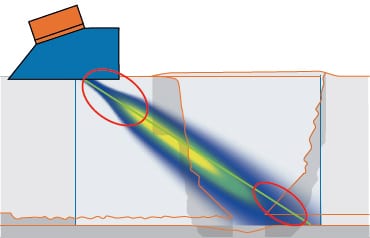
Khi một chùm tia UT truyền qua thành phần vật liệu mối hàn, cả mặt phân cách kim loại-kim loại và cấu trúc hạt thô của mối hàn đều có thể gây ra phản xạ (tán xạ ngược) và khúc xạ của sóng UT. Điều này sẽ dẫn đến hiện tượng lệch và suy giảm chùm tia (hình 2).
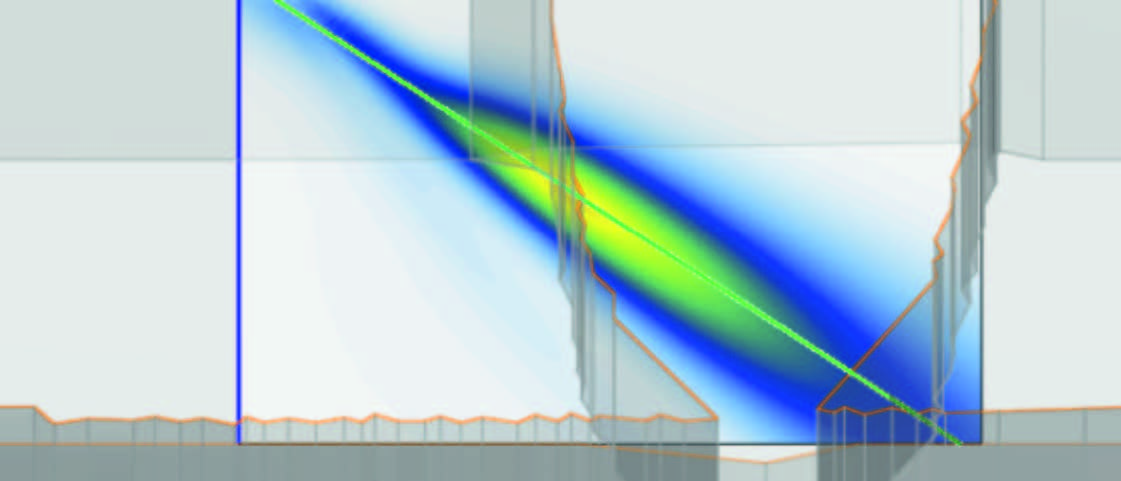
Trong mối hàn có chứa vật liệu hàn tương tự (trái) so với vật liệu hàn khác (phải). Tại mặt phân cách, hiện tượng lệch và suy giảm của chùm UT xảy ra khi sử dụng sóng ngang.
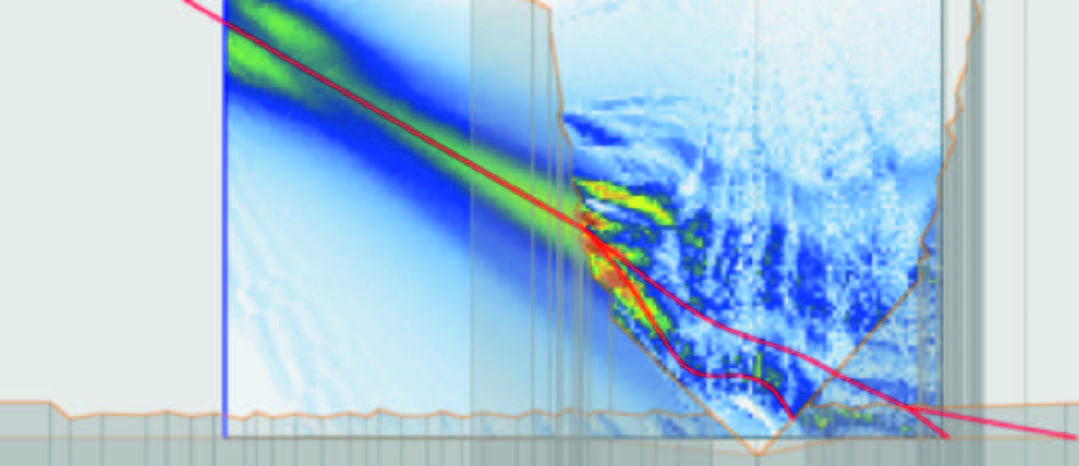
Ví dụ, Hình 3 cho thấy bề mặt phản xạ giữa thép carbon của vật liệu gốc và vật liệu Inconel của mối hàn ảnh hưởng đến sự lan truyền của sóng UT. Kết quả là các lỗ khoan bên cạnh được sử dụng để kiểm tra độ nhạy không thể phát hiện được bằng cách sử dụng sóng ngang thông thường, có nghĩa là chúng ta cần phải sử dụng một sóng khác.
Thách thức về Sự suy giảm sóng âm
Trong mối hàn có vật liệu khác, mỗi vật liệu có hệ số suy hao riêng và có thể không đồng nhất và suy giảm. Điều này có nghĩa là ở các góc khác nhau và ở các độ sâu khác nhau, độ suy giảm sẽ khác nhau dọc theo đường đi của âm thanh. Hiệu chuẩn độ nhạy đạt mức lý tưởng là khi cho cùng một phản ứng đối với các chỉ thị tương tự ở các độ sâu khác nhau và ở các vị trí khác nhau trong vùng hàn. Với mối hàn đa vật liệu, Hình 2: Phân bố năng lượng trong mối hàn Trong mối hàn có chứa vật liệu hàn tương tự (trái) so với vật liệu hàn khác nhau (phải). Tại mặt phân cách, hiện tượng lệch và suy giảm của chùm UT xảy ra khi sử dụng sóng biến dạng. đối với sự suy giảm biến đổi là một thách thức, làm cho độ nhạy hoàn hảo, nhất quán trong suốt mối hàn và vùng ảnh hưởng của nó là không thể. Do đó, kích thước xem xét mức độ nhạy cảm cần được đánh giá.
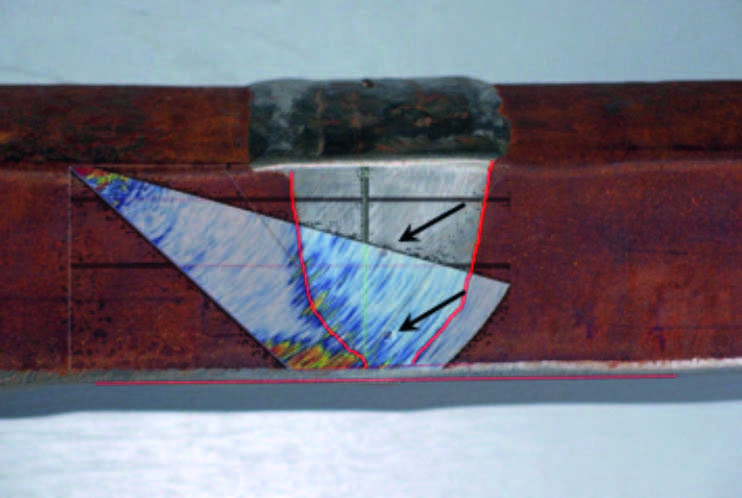
Ở tần số 5 MHz với hình ảnh quét mối hàn. Các lỗ ở vùng trong mối hàn (mũi tên đen) không được phát hiện.
Việc tối ưu hóa việc kiểm tra các loại mối hàn này liên quan đến việc xem xét các biến số tương tự như các mối hàn thép cacbon thông thường. Tuy nhiên, các bước sau phải được xem xét chi tiết để đảm bảo phát hiện đầy đủ các chỉ thị. Các bước quan trọng nhất được liệt kê tiếp sau đây:
A) Lập kế hoạch quét
Chế độ truyền âm – sóng dọc hay sóng cắt
Kỹ thuật Transmit-receive longitudinal (TRL)
Đảm bảo kế hoạch quét đầy đủ các vùng mối hàn
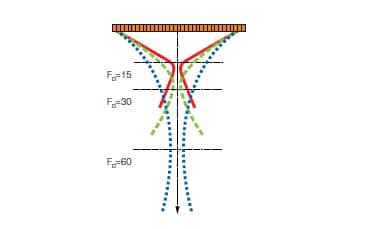
Phạm vi hội tụ và lựa chọn đầu dò DMA/DLA cũng như đầu dò PAUT phù hợp theo từng ứng dụng.
Khả năng của thiết bị, chọn thiết bị phù hợp tại đây.
B) Hiệu chuẩn
Lựa chọn khối hiệu chuẩn
Hiệu chỉnh độ trễ nêm
Hiệu chuẩn độ nhạy
Điều chỉnh mức phát hiện
C) Kích thước và dung sai độ sâu của các chỉ thị
D) Nêm và chất tiếp âm
Các nội dung sẽ được thảo luận chi tiết từng thông số – giải thích các vấn đề hay gặp phải và đưa ra lời khuyên về cách đạt được kết quả nhanh và chính xác khi kiểm tra các mối hàn “khó”.
A) Lập kế hoạch quét
Chế độ lan truyền – Sóng dọc hay Sóng ngang
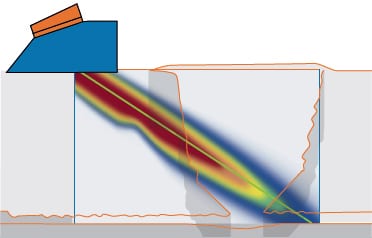
Một trong những cân nhắc chính khi kiểm tra các mối hàn là chọn loại sóng để kiểm tra. Khi quét mối hàn, sóng dọc cho thấy năng lượng của chùm UT truyền tốt hơn sóng cắt/sóng ngang. Mô hình hóa ảnh hưởng của chế độ lan truyền lên chùm âm UT ở Hình 4 cho thấy rằng chùm tia bị lệch ở mức độ cao hơn khi sử dụng sóng ngang. Do đó, dù có khả năng bị tín hiệu nhiễu từ sóng ngang khi phản xạ ở mặt đáy, sóng dọc được khuyến nghị để kiểm tra các mối hàn đa vật liệu.
-
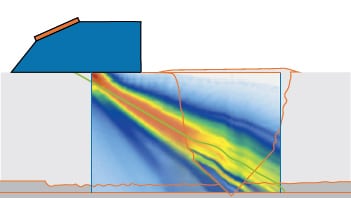
Sóng dọc 2,25 MHz -
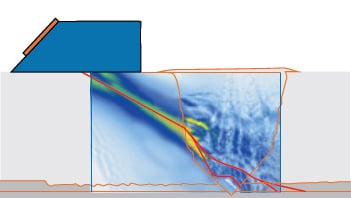
Sóng ngang 1 MHz -
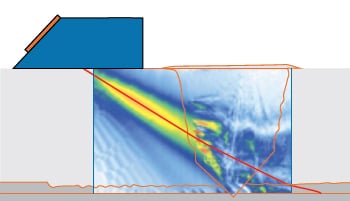
Sóng dọc 2,25 MHz
Mô hình xung-dội cho thấy rằng vật liệu có ảnh hưởng tiêu cực lớn hơn đến chất lượng của chùm âm khi sử dụng sóng dọc (hình dạng không đều của đường màu đỏ).
Giảm nhiễu tốt hơn với kỹ thuật truyền nhận sử dụng sóng dọc (TRL)
Quyết định tiếp theo để tạo ra thiết lập kiểm tra tốt nhất là sử dụng một hoặc hai đầu dò. Việc kiểm tra mối hàn có thể được thực hiện bằng cách sử dụng hai đầu dò riêng biệt để truyền và nhận, hoặc sử dụng cùng một đầu dò. Do mức độ nhiễu cao được tạo ra trong các thành phần này, phương pháp tiếp cận một đầu dò (còn được gọi là kỹ thuật xung- dội) là không tối ưu và do đó, kỹ thuật TRL (với hai đầu dò) được khuyến khích sử dụng.
Trong kỹ thuật TRL hay còn gọi là kỹ thuật phát-thu, đầu dò phát và thu là khác nhau để tín hiệu thu được chỉ bắt nguồn từ khu vực mà hai chùm tia cắt nhau. Hơn nữa, nhờ có bộ phát xung và bộ thu riêng biệt, kích thước nêm có thể giảm xuống – không cần vật liệu giảm chấn và đầu dò có thể tiến gần hơn đến mối hàn, mang lại độ nhạy tốt hơn.
Phương pháp tiếp cận hai đầu dò này được thực hiện bằng cách sử dụng sóng dọc, nhiễu ảnh hưởng giữa hai đầu dò thấp và khả năng thâm nhập tốt hơn so với sóng ngang. Các ưu điểm này dẫn đến việc nhận được tín hiệu với mức độ nhiễu thấp hơn (Hình 5).
Kỹ thuật này sử dụng các đầu dò truyền và nhận riêng biệt để giảm nhiễu.
Kỹ thuật TRL có thể được thực hiện bằng cách sử dụng các đầu dò UT thông thường cũng như các đầu dò mảng pha. Lợi ích của việc sử dụng mảng pha là có thể sử dụng quét theo hướng tùy ý, mang lại khả năng dựng ảnh và cho phép bao phủ dễ dàng mà không cần di chuyển đầu dò. Những khả năng này, kết hợp với khả năng kiểm soát tốt hơn đối với chùm UT, giúp đơn giản hóa việc kiểm tra để cải thiện khả năng phát hiện.
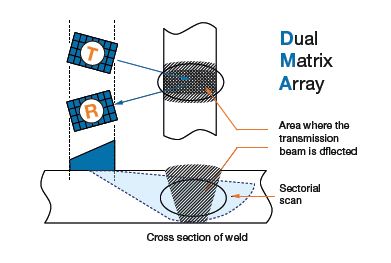
Mang lại tính linh hoạt cao hơn trong quá trình quét, các thiết bị như Focus PX và OmniScan MX3, cho phép sử dụng kỹ thuật TRL kết hợp với công nghệ mảng pha. Kỹ thuật này có thể được thực hiện bằng cách sử dụng đầu dò mảng ma trận kép (DMA) bao gồm hai đầu dò trong đó mỗi mảng bao gồm một số hàng và cột các biến tử (Hình 6).
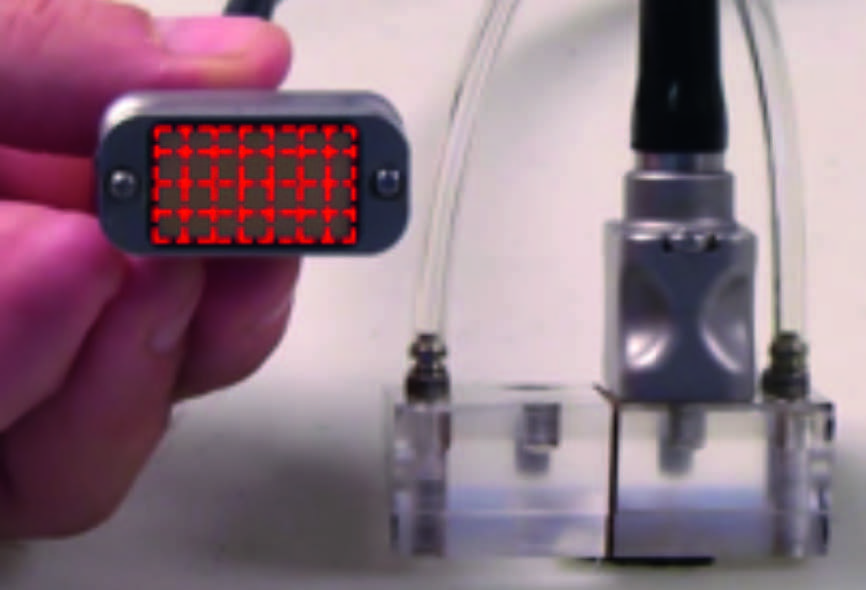
Đầu dò DMA có sẵn với các tần số, kích thước và số lượng phần tử khác nhau, thích hợp cho một loạt các kiểm tra. Nhờ sự sắp xếp theo hàng và cột của các phần tử, công nghệ mảng pha với đầu dò DMA cung cấp một số chức năng điều khiển chùm âm phù hợp với kiểm tra mối hàn đa thành phần vật liệu.
Skewing của chùm UT (hình 7)
Hiệu chỉnh độ cong trong trường hợp kiểm tra bề mặt cong (hình 8)
Dễ dàng kiểm tra mảng siêu âm theo giai đoạn ăn mòn – Hợp kim chống và vật liệu hàn không giống nhau
Hình 6: Một nêm giữ một đầu dò DMA
Đầu dò bao gồm hai đầu dò chứa 28 phần tử mảng theo từng giai đoạn.
Kỹ thuật TRL cũng có yếu điểm, đó là âm lượng tín hiệu thu được có thể bị giảm. Hình 9 cho thấy rõ ràng vùng năng lượng tối ưu của kỹ thuật TRL tại điểm giao nhau. So với kỹ thuật xung-vọng, năng lượng thấp hơn nhiều trong vùng trước khi chùm tia cắt ngang, cũng như ngoài vùng giao nhau.
Hình 9 cũng cho thấy độ sâu trường (Depth of field) cũng giảm khi sử dụng thiết lập TRL. Ở khu vực ngay bên dưới và giữa hai đầu dò – trước điểm mà chùm tia cắt ngang – có năng lượng thấp hoặc không có, có nghĩa là độ nhạy kém. Ngoài vùng giao nhau này, năng lượng cũng giảm do nó bắt nguồn từ trường xa của mỗi đầu dò. Do sự lan truyền chùm tia của mỗi đầu dò, độ nhạy ở các độ sâu này giảm nhanh chóng. Tuy nhiên, diện tích được quét vẫn đủ lớn.
Kết luận, TRL cung cấp mức độ nhiễu giảm hơn so với kỹ thuật xung-vọng. Nhờ chùm âm hội tụ, năng lượng chỉ đến từ vùng cần quan tâm, nơi hai chùm tia cắt nhau. Hơn nữa, kiểu dáng nhỏ của nêm cũng cho phép tiếp cận mối hàn gần hơn, giúp tăng độ nhạy.

Đầu dò DMA (bên phải) bù tốt hơn cho độ cong của bề mặt – điểm lấy nét nhỏ hơn cung cấp độ nhạy tốt hơn.
Mô hình năng lượng của bộ chuyển đổi xung dội âm (bên trái) so với kỹ thuật TRL (bên phải) và năng lượng kết quả của bộ phát và chùm tia thu.
Kiểm tra khuyết tật mặt và đảm bảo độ bao phủ đầy đủ vùng mối hàn
Đảm bảo độ bao phủ đầy đủ của mối hàn là rất quan trọng khi sử dụng kỹ thuật TRL. Như thể hiện trong Hình 9, có những hạn chế trong khả năng của kỹ thuật TRL trong việc kiểm tra mối hàn toàn diện bằng cách sử dụng sóng dọc. Tuy nhiên, điều quan trọng là toàn bộ vùng mối hàn được kiểm tra.
Một hạn chế của việc sử dụng sóng dọc ngang được tạo ra đồng thời và khi gặp bề mặt phản xạ (Hình 10). Do các vận tốc khác nhau, khi sóng dọc phản xạ từ bề mặt dưới của cấu kiện, sóng ngang sẽ cản trở việc phát hiện của sóng dọc tới mối hàn ở vùng trên cùng.
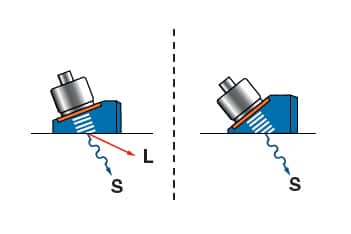
Tạo ra sóng dọc (L) cũng tạo ra cả sóng ngang (S).
Lớp phủ thường thấy bên trong các mối hàn chống ăn mòn bằng vật liệu khác với thành phần vật liệu cơ bản cũng hạn chế khả năng sóng dọc phản xạ tại mặt đáy (hình 11).
Bề mặt dưới cùng không thể được sử dụng để phản xạ sóng dọc khi bề mặt này được phủ một lớp CRA.
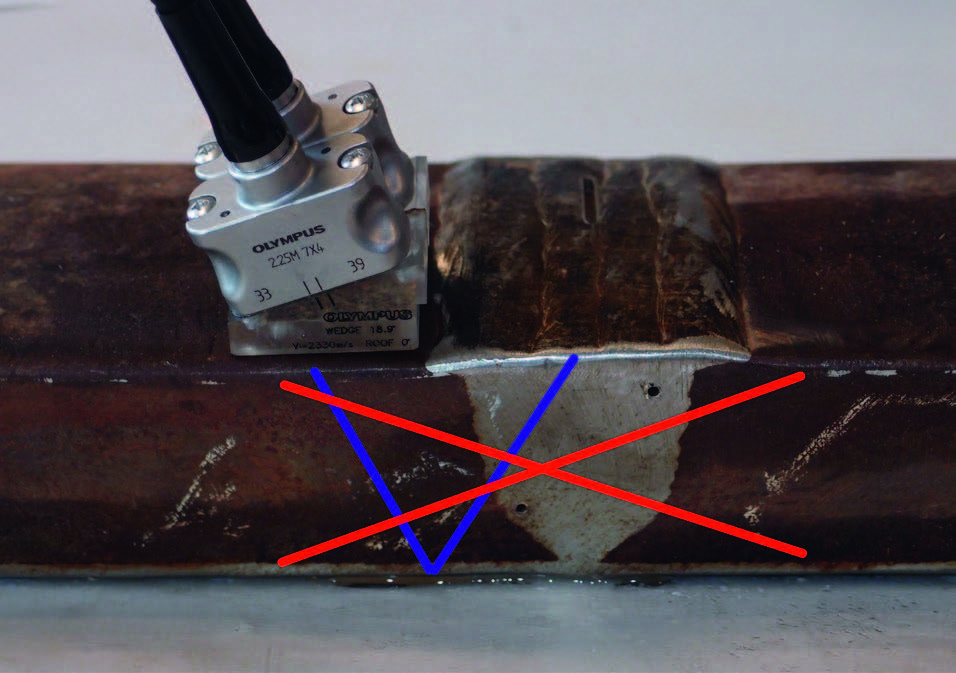
Do những khó khăn trong việc kiểm tra phần trên của mối hàn bằng cách quét sóng dọc, vùng gần bề mặt trên của mối hàn có thể được quét bằng cách sử dụng sóng mặt (Hình 12).
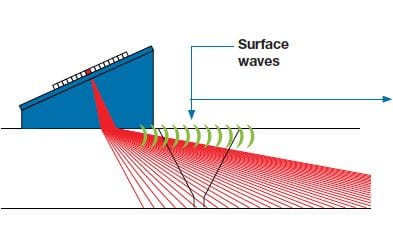
Sóng dọc màu đỏ và sóng mặt màu xanh (trái). Sóng mặt lan truyền dọc trên vùng mũ mối hàn (phải).
Tùy thuộc vào vật liệu, cấu trúc của mối hàn và các thông số đầu dò, sóng bề mặt cho phép kiểm tra vài mm đầu tiên ở phía trước của đầu dò. Nếu khoảng cách này được coi là đủ thì có thể tiến hành kiểm tra mà không cần phải mài mũ mối hàn. Tuy nhiên, khi được yêu cầu, mũ mối hàn phải được mài phẳng và quét lần thứ hai trên chính mối hàn để đảm bảo bao phủ đầy đủ qua đường tâm CL.
Lấy nét điện tử và lựa chọn đầu dò
Cân nhắc cuối cùng trong việc chọn đầu dò mảng pha phù hợp cho phương án kiểm tra cụ thể là khẩu độ của đầu dò, cũng như nhu cầu thay đổi kích thước chùm âm bằng lấy nét điện tử. Khi yêu cầu độ nhạy và khả năng định cỡ cao, công nghệ mảng pha mang lại những lợi ích quan trọng như kiểm soát kích thước của chùm tia UT. Tùy thuộc vào độ dày của vật liệu, việc giảm hoặc tăng kích thước điểm giúp đạt được độ nhạy tối đa ở độ sâu cần quan tâm.
Mỗi đầu dò mảng pha có độ sâu lấy nét tự nhiên (còn được gọi là khoảng cách trường gần, N0). Lấy nét điện tử (như trong hình 13, bên trái) và / hoặc lấy nét cơ học (Hình 13, bên phải) có thể được sử dụng để giảm kích thước điểm và tập trung năng lượng ở độ sâu quan tâm, đưa tiêu điểm gần bề mặt hơn so với N0.
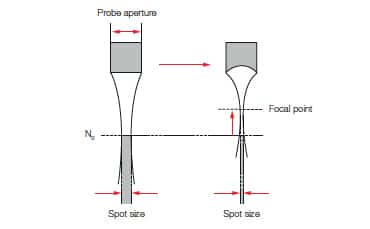
Lấy nét điện tử (trái) và cơ học (phải) của một đầu dò mảng pha làm giảm kích thước điểm và di chuyển mặt phẳng tiêu điểm gần hơn với đầu dò.
Tuy nhiên, khi cần kiểm tra thành phần dày hơn, không thể hạ mặt phẳng tiêu cự xuống bằng cách lấy nét điện tử. Trong trường hợp này, cần sử dụng đầu dò mảng pha với khẩu độ đầu dò cao hơn. Có hai cách để tăng kích thước của khẩu độ đầu dò, có thể được sử dụng riêng lẻ hoặc kết hợp; hai phương pháp này là:
- Tăng kích thước của các biến tử. Phương pháp này không yêu cầu thiết bị mạnh hơn để điều khiển đầu dò, nhưng các đầu dò có biến tử lớn hơn cung cấp khả năng định hướng chùm tia bị hạn chế. Cần có khả năng lái chùm tia tốt để thực hiện quét tốt và bao phủ khối lượng mối hàn theo cách tốt nhất có thể.
- Tăng số lượng biến tử được sử dụng để thực hiện quét. Bằng cách này, người kiểm tra có thể đạt đến độ sâu lớn hơn mà không ảnh hưởng đến khả năng lái chùm tia và độ chính xác. Tuy nhiên, thiết bị được sử dụng để điều khiển các biến tử cần phải có đủ khả năng để xử lý số lượng biến tử lớn hơn – khẩu độ hoạt động 16 biến tử có thể là không đủ để sử dụng.
Khả năng của thiết bị
Khi mối hàn có thể được kiểm tra từ cả hai phía, thiết bị siêu âm mảng pha cần có khả năng điều khiển nhiều đầu dò đồng thời để kiểm tra một lần. Trong trường hợp này, thường yêu cầu một thiết bị 128 kênh hoặc hơn.
Để đáp ứng những thách thức này, Olympus đã phát triển các thiết bị và đầu dò để kiểm tra các mối hàn phức tạp. Để kiểm tra các thành phần có độ dày đến 25 mm, có thể sử dụng đầu dò DMA điển hình (tần số 4 MHz). Để kiểm tra sâu hơn hoặc để kiểm tra các mối hàn có kích thước hạt lớn hơn, việc truyền sóng có thể là một thách thức. Trong trường hợp này, có thể cần một đầu dò có tần số thấp hơn (1,5 MHz hoặc 2,25 MHz) và khẩu độ hoạt động lớn hơn. Tất cả các đầu dò có thể được điều khiển bởi cả Focus PX và OmniScan 32: 128PR.
-
Thiết bị siêu âm Phased Array và TFM OmniScan X3
-
Thiết bị FOCUS PX / PC / SDK kiểm tra Phased Array tích hợp trên dâ










