Thép chịu mài mòn là loại thép có khả năng chịu mài mòn hay va đập cao được ứng dụng phổ biến trong các ngành công nghiệp nặng. Các thành phần hợp kim cao và quá trình sản xuất nên thép có độ cứng cao, ít bị mài mòn trong quá trình sử dụng.
Gọi ngay: 0933.196.837
8318
Chia sẻ
Thông tin sản phẩm
Ưu điểm
Bình luận
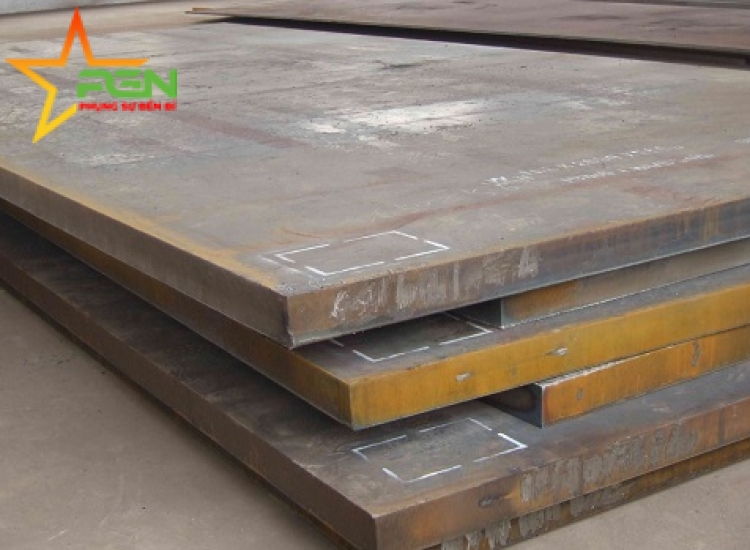
Tấm thép chống mài mòn Dillidur 400
Giới thiệu tấm thép chống mài mòn Dillidur 400
Dillidur 400 là tấm thép chịu mài mòn xuất xưởng với độ cứng danh nghĩa lên tới 400 HBW.
Dillidur 400 được khuyến nghị sử dụng trong môi trường mài mòn cao, nơi cần có khả năng gia công tốt, đặc biệt là khả năng hàn tốt.
Các ví dụ ứng dụng: máy làm đất, máy bốc xếp, tàu cuốc, máy khai thác lật, thiết bị vận chuyển, xe ben, lưỡi cắt, máy nghiền cắt, thiết bị thu hồi và xử lý chất thải, v.v.
DILLIDUR 400 Mô tả
DILLIDUR 400 V là thép chống mài mòn có độ cứng trung bình là 400 HBW trong điều kiện giao hàng tại nơi làm việc. Tính chất cơ học của nó đạt được bằng cách làm nguội.
DILLIDUR 400 V được ưu tiên sử dụng bởi những khách hàng yêu cầu khả năng chống mài mòn cao cùng với khả năng gia công tốt và đặc biệt là khả năng hàn tốt.
Ví dụ về ứng dụng: máy di chuyển và bốc dỡ đất, tàu hút bùn, ô tô con, nhà máy vận chuyển, xe tải, lưỡi cắt, dao và máy cắt, nhà máy loại bỏ và tái chế chất thải.
Mô tả Sản phẩm
Dillidur 400 Phạm vi ứng dụng
DILLIDUR 400 V có thể được cung cấp với độ dày từ 6 mm (¼ inch) đến 150 mm (6 inch), theo chương trình kích thước. Các kích thước khác có thể được thực hiện theo yêu cầu.
Thành phần hóa học
Đối với phân tích muôi, các giá trị giới hạn tính bằng % sau đây được áp dụng:
NS
Và
Mn
P
NS
≤ 0,20
≤ 0,50
≤ 1,80
≤ 0,025
≤ 0,010
Tùy thuộc vào độ dày, các nguyên tố hợp kim sau đây được sử dụng đơn lẻ hoặc kết hợp để kiểm soát quá trình đông cứng hoàn toàn:
Mo
Ni
Cr
V
Nb
NS
≤ 0,50
≤ 0,80
≤ 1,50
≤ 0,08
≤ 0,05
≤ 0,005
Thép được giết hoàn toàn và xử lý hạt mịn.
Các giá trị chỉ định cho lượng carbon tương đương:
Độ dày tấm [mm]
10
25
40
80
120
CEV 1)
0.37
0.46
0.51
0.61
0.64
CET 2)
0.28
0.31
0.33
0.35
0.36
Điều kiện giao hàng
Kiểm soát nước dập tắt.
1) CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15 2) CET = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40
Đặc tính cơ học trong điều kiện giao hàng
Độ cứng
Độ cứng ở nhiệt độ phòng: 370 – 430 HBW
Kiểm tra độ bền kéo trên các mẫu ngang ở nhiệt độ phòng (giá trị chỉ định cho độ dày tấm 20 mm (0,8 in.))
Độ bền kéo 1200 MPa (175 ksi)
Điểm năng suất 800 MPa (116 ksi)
Độ giãn dài 12 % (lo = 5,65√So)
Mặc dù có đặc tính chịu kéo cao, thép DILLIDUR không dành cho các bộ phận liên quan đến an toàn. Đối với mục đích này, thép cường độ cao DILLIMAX có sẵn.
Thử nghiệm tác động Charpy-V trên các mẫu dọc (giá trị biểu thị cho độ dày tấm 20 mm (0,8 in.))
Độ bền 30 J ở -40 °C (-40 °F)
Thử nghiệm
Độ cứng bề mặt Brinell được kiểm tra một lần cho mỗi nhiệt và 40 tấn.
Nhận dạng các tấm
Trừ khi có thỏa thuận khác, việc đánh dấu được thực hiện thông qua tem thép với ít nhất các thông tin sau:
mác thép (DILLIDUR 400 V)
số nhiệt
số đĩa mẹ và đĩa cá nhân
biểu tượng của nhà sản xuất
dấu hiệu của thanh tra
Xử lý Dillidur 400
Toàn bộ kỹ thuật xử lý và ứng dụng có tầm quan trọng cơ bản đối với độ tin cậy của các sản phẩm làm từ thép này. Người dùng phải đảm bảo rằng các phương pháp thiết kế, xây dựng và xử lý của mình phù hợp với vật liệu, tương ứng với công nghệ tiên tiến nhất mà nhà chế tạo phải tuân thủ và phù hợp với mục đích sử dụng. Khách hàng chịu trách nhiệm về việc lựa chọn vật liệu. Cần tuân thủ các khuyến nghị theo EN 1011-2 (Hàn) và CEN/TR 10347 (Tạo hình) cũng như các khuyến nghị về an toàn công việc theo các quy tắc quốc gia trong khi xem xét độ bền và độ cứng cao hơn.
DILLIDUR 400 V có thể được tạo hình nguội bằng cách uốn mặc dù có độ cứng và độ bền cao. Cần lưu ý rằng với cường độ năng suất tăng, các lực cần thiết cho hoạt động tạo hình cũng tăng lên, ngay cả khi độ dày của tấm không thay đổi. Mùa xuân trở lại cũng tăng lên. Để tránh nguy cơ nứt từ các cạnh, các cạnh cắt bằng ngọn lửa hoặc cắt xén nên được mài ở khu vực sẽ được tạo hình nguội. Cũng nên làm tròn mép tấm một chút ở bên ngoài chỗ uốn do ứng suất kéo trong quá trình uốn.
Trong quá trình xử lý, các biện pháp an toàn cần thiết phải được thực hiện để không ai gặp nguy hiểm do có thể bị gãy chi tiết gia công trong quá trình tạo hình.
Các dạng hình học sau đây thường có thể đạt được bằng cách tạo hình nguội mà không tạo thành các khuyết tật bề mặt (trong đó t là độ dày của tấm):
Bán kính uốn tối thiểu
Mở khuôn tối thiểu
Hướng ngang
3 tấn
10 tấn
Hướng theo chiều dọc
4 tấn
12t
DILLIDUR 400 V đạt được độ cứng bằng cách làm nguội nhanh từ nhiệt độ austenit hóa. Sau khi tạo hình nóng, chỉ có thể đạt được độ cứng tương tự nếu thép được làm nguội lại sau khi tạo hình. Người ta cho rằng độ cứng đạt được thông qua quá trình xử lý như vậy khác với độ cứng được đo trong điều kiện giao hàng, bởi vì khả năng làm mát có sẵn trong quá trình sản xuất tấm khác với khả năng có sẵn tại công trình của nhà chế tạo.
Thép có thể được nung nóng đến khoảng 250 °C (482 °F) mà độ cứng không giảm đáng kể.
Dillidur 400 Cắt và hàn ngọn lửa
Để cắt ngọn lửa, cần tuân thủ các nhiệt độ tối thiểu sau: 75 °C (170 °F) đối với độ dày tấm từ 30 đến 50 mm, 100 °C (212 °F) đối với độ dày tấm từ 50 đến 100 mm và 150 ° C (302 °F) cho các tấm dày hơn.
Đối với hàn hồ quang thủ công, nên sử dụng các thanh có lớp phủ cơ bản có độ ẩm dư rất thấp (nếu cần, nên tiến hành sấy khô theo hướng dẫn của nhà sản xuất). Ngoài ra, các khuyến nghị sau đây sẽ được xem xét:
lên đến độ dày 20 mm (0,8 in.), thép thường có thể được hàn đối đầu mà không cần gia nhiệt trước.
Để biết thêm thông tin về làm nóng sơ bộ DILLIDUR 400 V, vui lòng tham khảo thông tin kỹ thuật của chúng tôi “KHÁI NIỆM CHỐNG Mòn VÀ XÁC – DILLIDUR”. Tuy nhiên, phải tránh làm nóng sơ bộ trên 250 °C (482 °F), vì nó có thể tạo ra sự giảm độ cứng cục bộ trong vật liệu cơ bản (xem sơ đồ).
Các kim loại hàn có cường độ chảy thấp được ưu tiên cho các đường hàn, gốc và chất độn. Nếu các mối hàn bị mài mòn, chỉ những đường hàn cuối cùng mới được hàn bằng vật liệu tiêu hao tạo ra độ cứng phù hợp với tấm gốc.
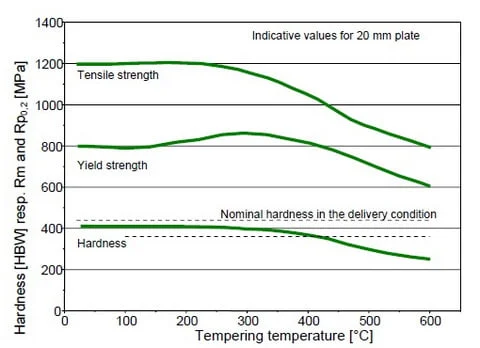
Dillidur 400 Xử lý nhiệt
Biểu đồ sau đây cho thấy những thay đổi chung về giá trị độ cứng hoặc độ bền theo nhiệt độ xử lý nhiệt:
Gia Công Dillidur 400
DILLIDUR 400 V có thể được gia công bằng mũi khoan HSS và đặc biệt là mũi khoan HSS-Co-hợp kim với tuổi thọ sử dụng thỏa đáng nếu bước tiến của mũi khoan và tốc độ cắt được điều chỉnh tương ứng.
Yêu cầu chung về giao hàng kỹ thuật
Trừ khi có thỏa thuận khác, các yêu cầu kỹ thuật chung theo EN 10021 được áp dụng.
Dung sai
Trừ khi có thỏa thuận khác, dung sai tuân theo EN 10029, với độ dày loại A.
Chất lượng bề mặt
Trừ khi có thỏa thuận khác, các điều khoản theo EN 10163-2, loại A2 được áp dụng.
Lưu ý chung
Nếu các yêu cầu cụ thể được yêu cầu và không được đề cập trong bảng dữ liệu này, vui lòng liên hệ với chúng tôi với các thông số kỹ thuật để chúng tôi xem xét và thỏa thuận trước khi đặt hàng. Thông tin trong bảng dữ liệu này là một mô tả sản phẩm. Bảng dữ liệu này được cập nhật theo yêu cầu của dịp này.
Tấm thép chịu mài mòn DILLIDUR 500
Dillidur 500 Mô tả
Dillidur 500 là một tấm thép chịu mài mòn có độ cứng danh nghĩa là 500 HBW ở trạng thái giao hàng.
Dillidur 500 được khuyên dùng cho các ứng dụng trong môi trường mài mòn cực cao, nơi vật liệu được yêu cầu phải có khả năng gia công xuất sắc, đặc biệt là hiệu suất hàn xuất sắc.
Ví dụ ứng dụng: máy làm đất, máy bốc xếp, tàu cuốc, xe ben, thiết bị vận chuyển, xe ben, lưỡi dao, máy nghiền cắt, thiết bị xử lý và tái chế chất thải, v.v.
Mô Tả sản Phẩm:
Tấm thép chịu mài mòn Dillidur 500
DILLIDUR 500 là tấm thép chịu mài mòn có độ cứng danh nghĩa là 500 HBW ở trạng thái phân phối.
DILLIDUR 500 được khuyên dùng cho các ứng dụng trong môi trường mài mòn cực cao, nơi vật liệu được yêu cầu phải có khả năng gia công xuất sắc, đặc biệt là hiệu suất hàn xuất sắc.
Ví dụ ứng dụng: máy làm đất, máy bốc xếp, tàu cuốc, xe ben, thiết bị vận chuyển, xe ben, lưỡi dao, máy nghiền cắt, thiết bị xử lý và tái chế chất thải, v.v.
DILLIDUR 500 Mô tả Sản phẩm
Phạm vi quy mô cung cấp
Theo đề cương cung cấp, DILLIDUR 500 có độ dày từ 8mm (1/3 inch) 2 đến 100mm (4 inch) 2 . Các yêu cầu về kích thước khác có thể được thảo luận riêng.
DILLIDUR 500 Thành phần hóa học:
Dựa trên phân tích luyện kim, các giá trị giới hạn sau (%) được áp dụng cho từng thành phần
NS
Và
Mn
P
NS
≤ 0,30
≤ 0,70
≤ 1,60
≤ 0,025
≤ 0,010
Tùy thuộc vào độ dày, một hoặc nhiều nguyên tố hợp kim sau sẽ được thêm vào:
Mo
Ni
Với
Cr
V
Nb
NS
≤ 0,50
≤ 1,0
≤ 0,30
≤ 1,50
≤ 0,08
≤ 0,05
≤ 0,005
Thép nóng chảy được an thần hoàn toàn và xử lý để tạo hạt mịn.
Giá trị tham chiếu tương đương cacbon:
Độ dày tấm thép [mm]104080CEV Một0.530.570.67CET NS0.390.410.44
Một CEV =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
NS CET =C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40
1 Nội dung của thông tin này là mô tả sản phẩm và có thể được cập nhật theo thời gian.
2 Giá trị chuyển đổi gần đúng trong ngoặc đơn là một tham chiếu xúc phạm.
Kiểm tra độ bền kéo của mẫu ngang ở nhiệt độ phòng (giá trị tham khảo cho tấm thép dày 20 mm)
Độ bền kéo: 1600 MPa (232 ksi) 3
Điểm năng suất: 1100 MPa (160 ksi) 3
Độ giãn dài: 9% (L O = 5,65 √S O )
Mặc du DILLIDUR có đặc tính chịu kéo cao, nó không thích hợp cho các ứng dụng chú trọng đến tính an toàn. Trong trường hợp này, vui lòng sử dụng thép cường độ cao DILLIMAX.
Thử nghiệm va đập Charpy với rãnh chữ V của mẫu thử dọc (giá trị tham khảo cho tấm thép dày 20 mm)
Năng lượng tác động Charpy: 25 J ở -20°C (-4°F) 3
Độ cứng Brinell của bề mặt thử nghiệm được kiểm tra mọi lò và cứ sau 40 tấn.
Thép tấm đánh dấu
Nếu không có thỏa thuận khác thì nhãn hiệu thép tấm tối thiểu phải bao gồm các nội dung sau:
Lớp (DILLIDUR 500)
Số lò
Số bo mạch chủ và số tấm thép
Ký hiệu nhà máy thép
Chữ ký của thanh tra
DILLIDUR 500 Hiệu suất xử lý
Toàn bộ công nghệ xử lý và công nghệ ứng dụng được người dùng áp dụng là rất quan trọng đối với độ tin cậy của các sản phẩm được làm từ vật liệu này. Cần đảm bảo rằng các phương pháp thiết kế, xây dựng và gia công phù hợp với vật liệu này và đáp ứng các yêu cầu của công nghệ xử lý mới nhất và mục đích của sản phẩm mà người gia công phải tuân theo. Người dùng nên tự chọn vật liệu và xem xét đầy đủ độ bền cao và độ cứng cao của vật liệu, đồng thời tuân theo các khuyến nghị về quy trình tuân thủ EN 1011-2 (hàn) và CEN/TR 10347 (tạo hình) và tuân thủ tiêu chuẩn quốc gia quy định về sản xuất an toàn.
3 Giá trị chuyển đổi gần đúng trong ngoặc đơn là một tham chiếu xúc .
Hình thành lạnh
Mặc dù DILLIDUR 500 có độ cứng và độ bền cao nhưng nó vẫn có thể được tạo hình nguội bằng cách uốn. Cần lưu ý rằng khi cường độ năng suất tăng lên, lực tạo hình cần thiết cho tấm thép có cùng độ dày cũng sẽ tăng lên và khả năng phục hồi cũng sẽ tăng lên. Để tránh nguy cơ nứt cạnh, nên đánh bóng cạnh cắt hoặc cắt ngọn lửa của khu vực uốn nguội. Ngoài ra, cũng nên đánh bóng nhẵn mép ngoài của chỗ uốn chịu ứng suất kéo trong quá trình uốn.
Trong quá trình xử lý, các biện pháp an toàn cần thiết phải được thực hiện để đảm bảo rằng nhân viên không gặp phải nguy cơ phôi bay ra khỏi khuôn trong quá trình đúc.
Tạo hình nguội thường có thể đạt được các thông số sau mà không có khuyết tật bề mặt (t là độ dày tấm):
Bán kính uốn tối thiểu
Chiều rộng mở khuôn tối thiểu
Nằm ngang
7t
16t
Theo chiều dọc
9t
20 tấn
Độ cứng của hình thành nóng DILLIDUR 500 có được nhờ quá trình làm nguội tăng tốc của nhiệt độ austenit hóa. Nếu độ cứng không giảm đáng kể sau khi tạo hình nóng, nó phải được bổ sung bằng cách xử lý tôi lại tiếp theo. Tuy nhiên, độ cứng thu được sau khi tôi lại sẽ khác với độ cứng được kiểm tra khi tấm thép xuất xưởng. Điều này là do hiệu quả làm mát của thiết bị tôi trong nhà máy chế biến thường thấp hơn so với thiết bị tôi trong quá trình sản xuất thép tấm.
Vật liệu này có thể được nung nóng đến khoảng 200°C (390°F) mà không làm giảm đáng kể độ cứng.
Cắt và hàn bằng ngọn lửa
Quá trình cắt ngọn lửa phải tuân theo nhiệt độ làm nóng sơ bộ tối thiểu sau: độ dày tấm từ 26mm trở xuống, 60°C (140°F);
độ dày tấm từ 26~70mm trở xuống, 120°C (248°F); độ dày tấm trên 70mm, 150°C (302°F).
Hàn hồ quang thủ công nên sử dụng điện cực phủ kiềm có độ ẩm dư thấp (nếu cần thiết, xử lý khô nên được thực hiện theo yêu cầu của nhà sản xuất điện cực).
Ngoài ra, các đề xuất sau đây cũng nên được xem xét:
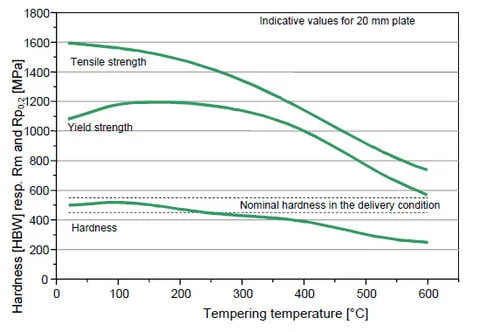
Để biết thêm thông tin về quá trình gia nhiệt trước của DILLIDUR 500, vui lòng tham khảo sổ tay kỹ thuật “DILLIDUR-Khái niệm chống mài mòn”. Trong mọi trường hợp, phải tránh làm nóng sơ bộ trên 200 °C (390 °F) vì nó sẽ làm giảm độ cứng (xem hình bên dưới).
Tốt nhất là sử dụng vật liệu hàn có cường độ năng suất thấp để hàn tack, hạt gốc và hạt phụ. Nếu điểm hàn cần chịu mài mòn, chỉ sử dụng vật liệu hàn chịu mài mòn có thể tạo ra độ cứng của bo mạch chủ trong lần hàn cuối cùng.
Xử lý nhiệt
Hình dưới đây cho thấy sự thay đổi chung về độ cứng hoặc độ bền với nhiệt độ xử lý nhiệt:
Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho
DILLIDUR 500 có thể sử dụng máy khoan tốc độ cao bằng thép, đặc biệt là máy khoan tốc độ cao bằng hợp kim coban. Nếu sử dụng tốc độ khoan và tốc độ khoan phù hợp, mũi khoan có thể đạt được tuổi thọ sử dụng thỏa đáng.
Yêu cầu kỹ thuật giao hàng chung
Trừ khi có thỏa thuận khác, công nghệ phân phối chung yêu cầu sử dụng tiêu chuẩn EN 10021.
Lòng khoan dung
Trừ khi có thỏa thuận khác, các yêu cầu về dung sai tham khảo EN 10029 và độ dày được áp dụng cho cấp độ A.
Chất lượng bề mặt
Trừ khi có thỏa thuận khác, hãy tham khảo tiêu chuẩn EN 10163-2 và áp dụng cấp độ A2.
Tổng số ghi chú
Nếu có các yêu cầu đặc biệt khác đối với các vật liệu không được đề cập trong tài liệu này do mục đích sử dụng hoặc lý do của quy trình tiếp theo, chúng có thể được thương lượng trước khi đặt hàng.
Nội dung của thông tin này là mô tả sản phẩm và có thể được cập nhật theo thời gian.
Để biết thêm thông tin chi tiết về ứng dụng và xử lý DILLIDUR 500, vui lòng tham khảo sổ tay kỹ thuật “DILLIDUR-Khái niệm chống mài mòn”.
Tấm thép chịu mài mòn Dillidur 550
Dillidur 550 là một tấm thép chịu mài mòn có độ cứng danh nghĩa là 550 HBW ở trạng thái giao hàng.
Dillidur 550 có thể được sử dụng trong môi trường mài mòn cường độ cao.
Các ví dụ ứng dụng: các bộ phận cực kỳ mòn của máy móc làm đất, thiết bị vận chuyển, máy nghiền và thiết bị tái chế chất thải.
Mô tả:
Tấm thép chịu mài mòn Dillidur 550
Dillidur 550 là một tấm thép chịu mài mòn có độ cứng danh nghĩa là 550 HBW ở trạng thái giao hàng.(DILLINGER)
Dillidur 550 có thể được sử dụng trong môi trường mài mòn cường độ cao.
Các ví dụ ứng dụng: các bộ phận cực kỳ mòn của máy móc làm đất, thiết bị vận chuyển, máy nghiền và thiết bị tái chế chất thải.
Phạm vi kích thước cung cấp
Dillidur 550 có độ dày từ 10mm (0,4 inch) đến 51mm (2 inch) và chiều rộng dưới 3300mm (130 inch) 2 .
Dillidur 550 Thành phần hóa học:
Dựa trên phân tích nấu chảy, các giá trị giới hạn (%) sau đây được áp dụng cho từng thành phần
NS
Và
Mn
P
NS
≤ 0,37
≤ 0,70
≤ 1,60
≤ 0,025
≤ 0,010
Tùy thuộc vào độ dày, một hoặc nhiều nguyên tố hợp kim sau sẽ được thêm vào:
Mo
Ni
Với
Cr
V
Nb
NS
≤ 0,60
≤ 1,40
≤ 0,30
≤ 1,50
≤ 0,08
≤ 0,05
≤ 0,005
Thép nóng chảy được an thần hoàn toàn và xử lý để tạo hạt mịn.
1 Nội dung của thông tin này là mô tả sản phẩm và có thể được cập nhật theo thời gian.
2 Giá trị chuyển đổi của cận thị trong ngoặc đơn là một tham chiếu xúc phạm.
Giá trị tham chiếu tương đương cacbon:
CEV Một
0.70
CET NS
0.50
Một CEV =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
NS CET =C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40
Tình trạng giao hàng:
Tấm thép được làm nguội bằng nước được kiểm soát nhiệt độ hoặc được làm nguội bằng nước + tôi luyện.
Đặc tính cơ ở trạng thái giao hàng
Độ cứng
Độ cứng bề mặt Brinell ở nhiệt độ phòng: 520-580 HBW
Thử nghiệm va đập Charpy với rãnh chữ V của mẫu thử dọc (giá trị tham khảo cho tấm thép dày 20mm):
Năng lượng tác động Charpy: 25 J ở -20°C (-4°F) 3
Các bài kiểm tra
độ cứng bề mặt Brinell là thử nghiệm mỗi lò và mỗi 40 tấn.
Thép tấm đánh dấu
Nếu không có thỏa thuận khác thì nhãn hiệu thép tấm tối thiểu phải bao gồm các nội dung sau:
Lớp (DILLIDUR 550)
Số lò
Số bo mạch chủ và số tấm thép
Ký hiệu nhà máy thép
Nhãn đại diện kiểm tra
3 Các giá trị được chuyển đổi gần hết trong ngoặc đơn chỉ mang tính chất tham khảo.
Hiệu suất xử lý
Toàn bộ công nghệ xử lý và công nghệ ứng dụng được sử dụng bởi người dùng là rất quan trọng đối với độ tin cậy của sản phẩm được làm từ vật liệu này. Cần đảm bảo rằng thiết kế, cấu trúc và phương pháp xử lý phù hợp với vật liệu này và đáp ứng các yêu cầu xử lý mới nhất cũng như mục đích của sản phẩm mà bộ xử lý phải tuân theo. Mục đích yêu cầu. Người dùng nên tự chọn vật liệu và xem xét đầy đủ độ bền cao và độ cứng cao của vật liệu, đồng thời tuân theo khuyến nghị về quy trình đáp ứng các tiêu chuẩn quốc gia về sản xuất an toàn.
Hình thành lạnh
Mặc dù DILLIDUR 550 có độ cứng và độ bền quá cao nhưng khả năng tạo hình nguội bị hạn chế và bạn phải tham khảo trước.
Độ cứng của hình thành nóng / xử lý nhiệt DILLIDUR 550 đến từ quá trình làm mát tăng tốc từ nhiệt độ austenit hóa. Nếu độ cứng không giảm đáng kể sau khi tạo hình nóng, có thể bổ sung xử lý làm nguội lại tiếp theo. Tuy nhiên, độ cứng thu được sau khi tôi lại sẽ khác với độ cứng được kiểm tra khi tấm thép xuất xưởng. Điều này là do hiệu quả làm mát của thiết bị tôi trong nhà máy chế biến thường thấp hơn so với thiết bị tôi trong quá trình sản xuất thép tấm.
Vật liệu này có thể được nung nóng đến khoảng 250°C (482°F) mà không làm giảm đáng kể độ cứng.
Cắt và hàn ngọn lửa:
Đối với tất cả các tấm thép có độ dày, phải tuân theo nhiệt độ gia nhiệt sơ bộ tối thiểu sau đây trong quá trình cắt ngọn lửa: 175°C (347°F)
Sau khi cắt ngọn lửa, cần thực hiện các biện pháp để duy trì quá trình làm mát chậm. Ví dụ, có thể sử dụng len cách nhiệt, điều này sẽ làm giảm nguy cơ nứt vỡ do hydro gây ra.
Khi sử dụng vật liệu hàn ferit, cần lưu ý chọn vật liệu hàn có hàm lượng hydro rất thấp và tuân theo nhiệt độ gia nhiệt sơ bộ sau: 150°C (302°F) cho độ dày từ 15 mm trở xuống; 200°C (392°F) đối với độ dày trên 15mm F)
Khi sử dụng vật liệu hàn austenit mềm, nhiệt độ gia nhiệt trước 50°C (122°F) thường là đủ.
Để tránh làm giảm độ cứng, nhiệt độ gia nhiệt trước và nhiệt độ giữa các lớp tương ứng với quá trình cắt và hàn bằng ngọn lửa không được vượt quá 250°C (482°F).
Hàn hồ quang thủ công nên sử dụng các điện cực được phủ kiềm có độ ẩm còn lại trong lòng đất (nếu cần, chúng phải được làm khô theo yêu cầu của nhà sản xuất điện cực).
Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho
Mặc dù có độ cứng cực cao, DILLIDUR 550 vẫn có thể gia công bằng cách sử dụng các công cụ cacbua sắc nét. Cần đảm bảo rằng máy công cụ gia công hạng nặng được sử dụng, đồng thời sử dụng tốc độ nạp và tốc độ cắt thích hợp.
Yêu cầu kỹ thuật giao hàng chung
Trừ khi có thỏa thuận khác, công nghệ phân phối chung yêu cầu sử dụng tiêu chuẩn EN 10021.
Lòng khoan dung
Trừ khi có thỏa thuận khác, các yêu cầu về dung sai tham khảo EN 10029 và độ dày được áp dụng cho cấp độ A.
Chất lượng bề mặt
Trừ khi có thỏa thuận khác, hãy tham khảo tiêu chuẩn EN 10163-2 và áp dụng cấp độ A2.
Tổng số ghi chú
Nếu có các yêu cầu đặc biệt khác đối với các vật liệu không được đề cập trong tài liệu này do mục đích sử dụng hoặc lý do của quy trình tiếp theo, chúng có thể được thương lượng trước khi đặt hàng.
Tấm thép chống mài mòn Dillimax 690
Tấm thép chống mài mòn Dillimax 690
DILLIMAX 690 là thép kết cấu hạt mịn được tôi và tôi cường độ cao với cường độ chảy tối thiểu là 690 MPa (100 ksi)2) trong điều kiện giao hàng của nó (đề cập đến phạm vi độ dày thấp nhất). Các tính chất cơ học của nó đạt được bằng cách làm nguội bằng nước sau đó ủ.
DILLIMAX 690 được ưu tiên sử dụng cho các kết cấu thép hàn trong các công trình cơ khí, công trình nhà máy và công trình kết cấu thép, chẳng hạn như máy móc cho kỹ thuật kết cấu, nhà máy vận chuyển, vận thăng, cần cẩu, cửa lũ, cầu và khung.
DILLIMAX 690 có thể được phân phối với ba chất lượng:
Cơ bản (B) với các giá trị tác động tối thiểu xuống tới -20 °C (-4 °F)2): DILLIMAX 690 B
Thép số 1.8931 – S690Q theo EN 10025-6
Cứng rắn (T) với các giá trị tác động tối thiểu xuống tới -40 °C (-40 °F)2): DILLIMAX 690 T
Thép số 1.8928 – S690QL theo EN 10025-6
Siêu dai (E) với giá trị va đập tối thiểu xuống tới -60 °C (-76 °F)2): DILLIMAX 690 E
Thép số 1.8988 – S690QL1 theo EN 10025-6, chỉ với độ dày tấm tối đa là 200 mm
Tấm thép chịu mài mòn DILLIMAX 690
DILLIMAX 690 là thép kết cấu hạt mịn được tôi và tôi cường độ cao với cường độ chảy tối thiểu là 690 MPa (100 ksi)2) trong điều kiện giao hàng của nó (đề cập đến phạm vi độ dày thấp nhất).
Các tính chất cơ học của nó đạt được bằng cách làm nguội bằng nước sau đó ủ.
DILLIMAX 690 được ưu tiên sử dụng cho các kết cấu thép hàn trong các công trình cơ khí, công trình nhà máy và công trình kết cấu thép, chẳng hạn như máy móc cho kỹ thuật kết cấu, nhà máy vận chuyển, vận thăng, cần cẩu, cửa lũ, cầu và khung.
Mô tả Sản phẩm
Chỉ định và phạm vi ứng dụng
DILLIMAX 690 có thể được phân phối với ba chất lượng:
Cơ bản (B) với các giá trị tác động tối thiểu xuống tới -20 °C (-4 °F)2) : DILLIMAX 690 B
Thép số 1.8931 – S690Q theo EN 10025-6
Cứng rắn (T) với các giá trị tác động tối thiểu xuống tới -40 °C (-40 °F)2) : DILLIMAX 690T
Thép số 1.8928 – S690QL theo EN 10025-6
Cực kỳ khó khăn (E) với các giá trị tác động tối thiểu xuống tới -60 °C (-76 °F)2) : DILLIMAX 690 E
Thép số 1.8988 – S690QL1 theo EN 10025-6, chỉ với độ dày tấm tối đa là 200 mm
DILLIMAX 690 có thể được phân phối dưới dạng loại cơ bản (B) hoặc loại cứng (T) với độ dày từ 6 đến 250 mm (¼ đến 10 in.)2), là loại siêu cứng (E) có độ dày từ 6 đến 200 mm (¼ đến 8 in.)2) theo chương trình chiều.
Các kích thước khác với chương trình kích thước thông thường có thể được cung cấp theo yêu cầu.
DILLIMAX 690 đáp ứng các yêu cầu của EN 10025-6.
DILLIMAX 690 Thành phần hóa học
Đối với phân tích muôi, các giá trị giới hạn tính bằng % sau đây được áp dụng:
DILLIMAX 690
NS
Và
Mn
P
NS
Cr
Ni
Mo
V + Nb
NS
B, T, E
t ≤ 200 mm
≤ 0,20
≤ 0,50
≤ 1,60
≤ 0,020
≤ 0,010
≤ 1,50
≤ 1,80
≤ 0,60
≤ 0,10
≤ 0,004
B, T
t > 200 mm
≤ 0,18
≤ 2,60
≤ 0,70
Thép được tạo hạt mịn thông qua hàm lượng nhôm vừa đủ.
trong điều kiện giao hàng của nó3) các giá trị thấp hơn các giá trị được đưa ra trong EN 10025-6 :
Độ dày tấm t [mm] (in.) Một)
trong điều kiện giao hàng của nó
tối đa CEV [%]
Xem EN 10025-6
tối đa CEV [%]
t ≤ 25 (1)
0.50
0.65
25 (1) < t ≤ 50 (2)
0.55
0.65
50 (2) < t ≤ 100 (4)
0.67
0.77
100 (4) < t ≤ 150 (6)
0.75
0.83
50 (6) < t ≤ 250 (10)
0.78
-
Một) trong điều kiện giao hàng của nó
Các giá trị tương đương carbon thấp hơn có thể được thỏa thuận theo yêu cầu.
1) trong điều kiện giao hàng của nó http://www.dillinger.de. 2) Các giá trị được chuyển đổi gần đúng trong ngoặc đơn chỉ dành cho thông tin. 3) CEV = C +Mn/6 +(Cr+Mo+V)/5 + (Cu+Ni)/15
DILLIMAX 690 Điều kiện giao hàng
Làm nguội và tôi luyện nước theo EN 10025-6.
Đặc tính cơ học và công nghệ trong điều kiện giao hàng
trong điều kiện giao hàng của nó
Độ dày tấm
Sức căng
Sức mạnh năng suất tối thiểu
Độ giãn dài tối thiểu
t [mm] (in.) Một)
NSNS [MPa] (ksi) Một)
NSHởb) [MPa] (ksi) Một)
MỘT5 [%]
MỘT2 trong.c) [%]
≤ 65 (2,5)
770 – 940 (112 – 136)
690 (100)
14
15
> 65 (2.5)
≤ 100 (4)
770 – 940 (112 – 136)
670 (97) d)
> 100 (4)
≤ 150 (6)
720 – 900 (104 – 130) d)
630 (91) d)
> 150 (6)
≤ 200 (8)
700 – 880 (102 – 128) d)
610 (88) d)
> 200 (8)
≤ 250 (10)
690 – 870 (100 – 126) d)
600 (87) d)
Một) Các giá trị được chuyển đổi gần đúng trong ngoặc đơn chỉ dành cho thông tin. b) Nếu không rõ ràng, cường độ năng suất Rtrong điều kiện giao hàng của nó được đo thay thế. c) Các giá trị này áp dụng nếu được thử nghiệm theo tiêu chuẩn ASTM A370. d) Giá trị tối thiểu cao hơn có thể được thỏa thuận theo yêu cầu. Đối với các ứng dụng Offshore, các loại đặc biệt có sẵn.
DILLIMAX 690 Thử va đập trên mẫu vật Charpy-V
DILLIMAX 690
Hướng mẫu
Năng lượng tác động Av [J] (ft.-lb.) Một) ở nhiệt độ thử nghiệm
0 °C (32 °F) a)
-20 °C (-4 °F) Một)
-40°C(-40°F) Một)
-60 °C (-76 °F) Một)
Cơ bản (B)
xà đứng
40/30 (22/30)
27/3 (20/22)
-
-
Độ dẻo dai cao (T)
xà đứng
50/35 (37/26)
40/30 (22/30)
27/3 (20/22)
-
Cực kỳ khó khăn (E)b)
xà đứng
60/40 (44/30)
50/35 (37/26)
40/30 (22/30)
27/3 (20/22)
Một) Các giá trị được chuyển đổi gần đúng trong ngoặc đơn chỉ dành cho thông tin. b) Cấp độ bền cực cao E theo bảng dữ liệu này chỉ có sẵn với độ dày tấm là 200 mm. Yêu cầu năng lượng tác động tăng cường có thể được thỏa thuận theo yêu cầu. Đối với các ứng dụng Offshore, các loại đặc biệt có sẵn.
Giá trị tối thiểu quy định là giá trị trung bình của 3 lần kiểm tra. Một giá trị riêng lẻ có thể thấp hơn giá trị trung bình tối thiểu được chỉ định, với điều kiện là nó không thấp hơn 70 % giá trị đó. Đối với độ dày tấm dưới 12 mm, phép thử có thể được thực hiện trên các mẫu thử Charpy-V có chiều rộng giảm; chiều rộng tối thiểu phải là 5 mm. Giá trị tác động tối thiểu sẽ được giảm tương ứng.
Thử nghiệm DILLIMAX 690
Các thử nghiệm độ bền kéo và va đập sẽ được thực hiện theo EN 10025-6 một lần cho mỗi nhiệt và 40 tấn.
Các thử nghiệm trên mọi tấm được xử lý nhiệt có thể được thực hiện theo yêu cầu. Các mẫu thử được lấy và chuẩn bị theo phần 1 và 6 của EN 10025.
Cấp độ cứng rắn bổ sung E theo bảng dữ liệu này chỉ có sẵn với độ dày tấm làO Cấp độ cứng rắn bổ sung E theo bảng dữ liệu này chỉ có sẵn với độ dày tấm làO Cấp độ cứng rắn bổ sung E theo bảng dữ liệu này chỉ có sẵn với độ dày tấm làO Cấp độ cứng rắn bổ sung E theo bảng dữ liệu này chỉ có sẵn với độ dày tấm làO, phù hợp với EN ISO 6892- 1. Các thử nghiệm độ bền kéo theo tiêu chuẩn ASTM A370 có thể được thỏa thuận. Thử nghiệm tác động sẽ được thực hiện trên mẫu vật Charpy-V theo EN ISO 148-1 bằng cách sử dụng búa 2 mm. Trừ khi có thỏa thuận khác, phép thử sẽ được thực hiện ở nhiệt độ thấp nhất của chất lượng tương ứng trên các mẫu thử ngang.
Trừ khi có thỏa thuận khác, kết quả kiểm tra được ghi lại trong chứng chỉ kiểm tra 3.1 theo EN 10204.
Nhận dạng các tấm
Trừ khi có thỏa thuận khác, việc đánh dấu được thực hiện thông qua tem thép với ít nhất các thông tin sau:
mác thép (ví dụ: DILLIMAX 690 B, T hoặc E)
số nhiệt
số đĩa mẹ và đĩa cá nhân
biểu tượng của nhà sản xuất
kết quả kiểm tra được ghi lại trong một chứng chỉ kiểm tra
Xử lý
Toàn bộ kỹ thuật xử lý và ứng dụng có tầm quan trọng cơ bản đối với độ tin cậy của các sản phẩm làm từ thép này. Người dùng phải đảm bảo rằng các phương pháp thiết kế, xây dựng và xử lý của mình phù hợp với vật liệu, tương ứng với công nghệ tiên tiến nhất mà nhà chế tạo phải tuân thủ và phù hợp với mục đích sử dụng. Khách hàng chịu trách nhiệm về việc lựa chọn vật liệu.
Cần tuân thủ các khuyến nghị của EN 1011-2 (Hàn) và CEN/TR 10347 (Tạo hình) cũng như các khuyến nghị liên quan đến an toàn công việc theo các quy tắc quốc gia.
DILLIMAX 690 Tạo hình nguội
Tạo hình nguội có nghĩa là tạo hình dưới nhiệt độ giảm ứng suất tối đa cho phép (560 °C/1040 °F)4).
DILLIMAX 690 có thể được tạo hình nguội nhờ cường độ năng suất cao. Các cạnh cắt bằng ngọn lửa hoặc cắt ở khu vực uốn phải được mài trước khi tạo hình nguội. Tạo hình nguội có liên quan đến việc làm cứng thép và giảm độ dẻo dai. Một số mã có thể giới hạn biến dạng tối đa cho phép trong quá trình tạo hình nguội.
Tùy thuộc vào mã liên quan, điều này có thể dẫn đến nhu cầu bán kính uốn lớn hơn so với chỉ định trong biểu đồ. Đối với số lượng tạo hình nguội lớn hơn, chúng tôi khuyên bạn nên tham khảo ý kiến của nhà sản xuất thép trước khi đặt hàng.
Trong quá trình xử lý, các biện pháp an toàn cần thiết phải được thực hiện để không ai gặp nguy hiểm do có thể bị gãy chi tiết gia công trong quá trình tạo hình.
Các dạng hình học sau đây thường có thể đạt được bằng cách tạo hình nguội mà không tạo thành các khuyết tật bề mặt (trong đó t là độ dày của tấm):
Bán kính uốn tối thiểu
Chiều rộng khuôn tối thiểu
Hướng ngang
2 tấn
7t
Hướng theo chiều dọc
3 tấn
9t
DILLIMAX 690 Tạo hình nóng
Nếu nhiệt độ 560 °C (1040 °F)4) bị vượt quá, quá trình ủ ban đầu sẽ bị thay đổi do đó các tính chất cơ học bị ảnh hưởng.
Để lấy lại các đặc tính ban đầu, việc làm nguội và ủ mới trở nên cần thiết. Tuy nhiên, tôi bằng nước đối với phôi gia công hoặc bộ phận đã tạo hình thường sẽ kém hiệu quả hơn so với tôi ban đầu trong máy nghiền tấm, do đó nhà chế tạo có thể không thiết lập lại được các đặc tính cần thiết và do đó tạo hình nóng có thể không phù hợp.
Về mặt này, chúng tôi khuyên bạn nên liên hệ với nhà sản xuất thép trước khi đặt hàng, trong mọi trường hợp cần tạo hình nóng.
Cuối cùng, nhà chế tạo có trách nhiệm đạt được các giá trị yêu cầu của thép thông qua quá trình xử lý nhiệt thích hợp.
DILLIMAX 690 Hàn và cắt ngọn lửa
Do cường độ năng suất cao, DILLIMAX 690 cần được chăm sóc đặc biệt trong quá trình xử lý tấm. Để cắt ngọn lửa, nhiệt độ làm nóng sơ bộ tối thiểu sau đây được khuyến nghị: 25 °C (77 °F)4) cho độ dày tấm lên đến 20 mm (0,8 in)4), 50 °C (122 °F)4) cho độ dày tấm lên đến 50 mm (2 in)4), 100 °C (212 °F)4) cho độ dày tấm lên đến 100 mm (4 in) 4), 150 °C (302 °F)4) cho độ dày tấm lên đến 200 mm (8 in)4) và 180 °C (356 °F)4) cho tấm dày hơn.
Để biết hướng dẫn hàn chung, vui lòng tham khảo EN 1011. Để đảm bảo độ bền kéo của kim loại mối hàn đáp ứng các yêu cầu của kim loại cơ bản, nhiệt độ đầu vào và nhiệt độ giữa các đường hàn phải được giới hạn trong quá trình hàn. Kinh nghiệm cho thấy nên chọn các điều kiện hàn sao cho thời gian làm nguội t8/5 không vượt quá 20 giây. Điều này có thể áp dụng khi sử dụng vật liệu độn phù hợp thuộc loại cường độ chảy tương ứng.
Cường độ năng suất cao của vật liệu cơ bản phải được tính đến khi lựa chọn vật liệu phụ.
Cần xem xét rằng đầu vào nhiệt tăng dẫn đến tính chất kéo thấp hơn trong kim loại mối hàn. Nếu lên kế hoạch xử lý nhiệt giảm căng thẳng trong hoặc sau quá trình xử lý tấm, điều này cũng phải được xem xét khi lựa chọn vật liệu độn. Để tránh hiện tượng nứt nguội do hydro gây ra, chỉ có thể sử dụng vật liệu độn bổ sung rất ít hydro vào kim loại cơ bản. Do đó, nên ưu tiên hàn hồ quang có che chắn.
4) Các giá trị được chuyển đổi gần đúng trong ngoặc đơn chỉ dành cho thông tin.
For manual arc welding, electrodes with basic coating (type HD<5 ml/100 g in accordance with ISO 3690), and dried according to the manufacturer’s instructions, should be used.
DILLIMAX 690 Xử lý nhiệt
Nếu việc giảm căng thẳng phải được xem xét vì các quy định xây dựng, lý do xây dựng hoặc vì nó cần thiết cho việc chế tạo, vui lòng tham khảo ý kiến của chúng tôi. Các đặc tính của các thành phần cấu trúc có thể được thay đổi bằng cách xử lý nhiệt giảm căng thẳng.
Hướng dẫn chi tiết về cắt ngọn lửa, hàn, gia công và về các đặc tính kết cấu của DILLIMAX được cung cấp trong thông tin kỹ thuật “TIẾT KIỆM VỚI THÉP CƯỜNG ĐỘ CAO – DILLIMAX”.
Yêu cầu chung về giao hàng kỹ thuật
Trừ khi có thỏa thuận khác, các yêu cầu giao hàng kỹ thuật chung theo EN 10021 sẽ được áp dụng.
Dung sai
Trừ khi có thỏa thuận khác, dung sai sẽ tuân theo EN 10029, với loại A cho độ dày và bảng 4, nhóm thép H, cho độ lệch phẳng tối đa. Độ lệch phẳng nhỏ hơn có thể được thực hiện theo yêu cầu trước khi đặt hàng.
Chất lượng bề mặt
Trừ khi có thỏa thuận khác, các thông số kỹ thuật sẽ tuân theo EN 10163-2, loại A2.
Tấm thép chịu mài mòn DILLIMAX 890
DILLIMAX Tấm thép chống mài mòn 890
DILLIMAX 890 là thép kết cấu hạt mịn được tôi và tôi luyện cường độ cao với cường độ chảy tối thiểu là 890 MPa (130 ksi) trong điều kiện giao hàng tại nơi làm việc (đề cập đến phạm vi độ dày thấp nhất). Các tính chất cơ học của nó đạt được bằng cách làm nguội bằng nước sau đó ủ. DILLIMAX 890 được khách hàng ưu tiên sử dụng cho các kết cấu thép hàn trong các công trình cơ khí, công trình nhà máy và công trình kết cấu thép, chẳng hạn như máy móc cho kỹ thuật kết cấu, nhà máy vận chuyển, vận thăng, cần cẩu, cửa xả lũ và khung. Chỉ định và phạm vi ứng dụng DILLIMAX 890 có thể được phân phối với ba chất lượng:
Cơ bản (B) với giá trị tác động tối thiểu xuống tới -20 °C (-4 °F): DILLIMAX 890 B Thép số 1.8940 – S890Q theo EN 10025-6
Cứng rắn (T) với giá trị tác động tối thiểu xuống đến -40 °C (-40 °F): DILLIMAX 890 T Thép số 1.8983 – S890QL theo EN 10025-6
Cực kỳ khó khăn (E) với giá trị tác động tối thiểu xuống tới -60 °C(-76 °F): DILLIMAX 890 E Thép số 1.8925 – S890QL1 theo EN 10025-6
Tấm thép chịu mài mòn DILLIMAX 890
DILLIMAX 890 là thép kết cấu hạt mịn được tôi và tôi cường độ cao với cường độ chảy tối thiểu là 890 MPa (130 ksi) trong điều kiện giao hàng tại nơi làm việc (đề cập đến phạm vi độ dày thấp nhất). Các tính chất cơ học của nó đạt được bằng cách làm nguội bằng nước sau đó ủ.
DILLIMAX 890 được khách hàng ưu tiên sử dụng cho các kết cấu thép hàn trong các công trình cơ khí, công trình nhà máy và công trình kết cấu thép, chẳng hạn như máy móc cho kỹ thuật kết cấu, nhà máy vận chuyển, vận thăng, cần cẩu, cửa xả lũ và khung.
Mô tả Sản phẩm
DILLIMAX 890 có thể được phân phối với ba chất lượng:
Cơ bản (B) với các giá trị tác động tối thiểu xuống tới -20 °C (-4 °F): DILLIMAX 890 B
Thép số 1.8940 – S890Q theo EN 10025-6
Cứng rắn (T) với các giá trị tác động tối thiểu xuống tới -40 °C (-40 °F): DILLIMAX 890 T
Thép số 1.8983 – S890QL theo EN 10025-6
Siêu dai (E) với giá trị va đập tối thiểu xuống tới -60 °C(-76 °F): DILLIMAX 890 E
Thép số 1.8925 – S890QL1 theo EN 10025-6
DILLIMAX 890 có thể được cung cấp với độ dày từ 6 đến 100 mm (¼ đến 4 inch), theo chương trình kích thước. Các kích thước khác với chương trình kích thước thông thường có thể được cung cấp theo yêu cầu.
DILLIMAX 890 đáp ứng các yêu cầu của EN 10025-6.
DILLIMAX 890 Thành phần hóa học
Đối với phân tích muôi, các giá trị giới hạn tính bằng % sau đây được áp dụng:
DILLIMAX 890
NS
Và
Mn
P
NS
Cr
Ni
Mo
V + Nb
NS
B, T, E
≤ 0,20
≤ 0,50
≤ 1,60
≤ 0,020
≤ 0,010
≤ 0,90
≤ 2,0
≤ 0,70
≤ 0,10
≤ 0,004
Thép được tạo hạt mịn thông qua hàm lượng nhôm vừa đủ.
Các giá trị CEV giới hạn thấp hơn một phần so với các giá trị được chỉ định bởi EN 10025-6 (trong đó t là độ dày tấm danh nghĩa):
Độ dày tấm t [mm] (in) 1)
tối đa CEV 2) [%]
t ≤ 50 (2)
0.72
50 (2) < t ≤ 100 (4)
0.77
Các giá trị tương đương carbon thấp hơn có thể được thỏa thuận theo yêu cầu.
1) Các giá trị trong ngoặc chỉ dành cho thông tin. 2) CEV = C +Mn/6 +(Cr+Mo+V)/5 + (Cu+Ni)/15
Điều kiện giao hàng
Làm nguội và tôi luyện nước theo EN 10025-6.
Đặc tính cơ học và công nghệ trong điều kiện giao hàng
DILLIMAX 890 Kiểm tra độ bền kéo ở nhiệt độ môi trường – mẫu thử nghiệm ngang –
Độ dày tấm
Sức căng
Sức mạnh năng suất tối thiểu
Độ giãn dài tối thiểu
t [mm] (in.) 1)
NSNS [MPa] (ksi) 1)
NSHở2) [MPa] (ksi) 1)
MỘT5 [%]
MỘT2 trong.3) [%]
≤ 50 (2)
940 – 1100 (136 – 159)
890 (130)
12
13
> 50 (2)
≤ 80 (3)
900 – 1100 (130 – 159)
850 (123)
12
13
> 80 (3)
≤ 100 (4)
880 – 1100 (128 – 159)
830 (120)
12
13
Giá trị tối thiểu cao hơn có thể được thỏa thuận theo yêu cầu.
Kiểm tra tác động lên mẫu Charpy-V-V
DILLIMAX 890
Hướng mẫu
Năng lượng tác động Av [J] (ft.-Ib.) 1) ở nhiệt độ thử nghiệm
0 °C (32 °F) 1)
-20 °C (-4 °F) 1)
-40 °C (-40 °F) 1)
-60 °C (-76 °F) 1)
Cơ bản (B)
xà đứng
40/30 (22/30)
27/3 (20/22)
-
-
Độ dẻo dai cao (T)
xà đứng
50/35 (37/26)
40/30 (22/30)
27/3 (20/22)
-
Cực kỳ khó khăn (E)
xà đứng
60/40 (44/30)
50/35 (37/26)
40/30 (22/30)
27/3 (20/22)
Giá trị tối thiểu quy định là giá trị trung bình của 3 lần kiểm tra. Chỉ một giá trị riêng lẻ được phép thấp hơn giá trị tối thiểu này và không quá 30%. Đối với độ dày tấm dưới 12 mm, phép thử có thể được thực hiện trên mẫu thử Charpy-V có chiều rộng giảm; chiều rộng tối thiểu phải là 5 mm. Giá trị tác động tối thiểu sẽ được giảm tương ứng.
Thử nghiệm DILLIMAX 890
Các thử nghiệm độ bền kéo và va đập sẽ được thực hiện theo EN 10025-6 một lần cho mỗi nhiệt và 40 tấn. Các thử nghiệm trên mọi tấm được xử lý nhiệt có thể được thực hiện theo yêu cầu.
Các mẫu thử nghiệm độ bền kéo được chuẩn bị theo EN 10025-6. Thử nghiệm được thực hiện trên các mẫu có chiều dài cữ L0 = 5,65⋅√S0 hoặc L0 = 5⋅d0, theo EN ISO 6892-1.
Các phép thử độ bền kéo theo tiêu chuẩn ASTM A370 có thể được thỏa thuận.
Thử nghiệm tác động sẽ được thực hiện trên mẫu Charpy-V theo EN 10045-1. Trừ khi có thỏa thuận khác, phép thử sẽ được thực hiện ở nhiệt độ thấp nhất với chất lượng tương ứng trên các mẫu thử ngang được lấy như sau:
for plate thicknesses < 40 mm: the test specimen shall be taken in such a way that one side is not further away than 2 mm from a rolled surface.
đối với độ dày tấm ≥ 40 mm: ¼ độ dày tấm.
Trừ khi có thỏa thuận khác, kết quả kiểm tra được ghi lại trong chứng chỉ 3.1 theo EN 10204.
DILLIMAX 890 Nhận dạng tấm
Trừ khi có thỏa thuận khác, việc đánh dấu được thực hiện thông qua tem thép với ít nhất các thông tin sau:
mác thép (ví dụ: DILLIMAX 890 B, T hoặc E)
số nhiệt
số đĩa mẹ và đĩa cá nhân
biểu tượng của nhà sản xuất
dấu hiệu của thanh tra
Các giá trị trong ngoặc chỉ dành cho thông tin.
Nếu không rõ ràng, thì cường độ chảy Rp0,2 được đo thay thế.
Các giá trị này áp dụng nếu được thử nghiệm theo tiêu chuẩn ASTM A370.
Xử lý DILLIMAX 890
Toàn bộ kỹ thuật xử lý và ứng dụng có tầm quan trọng cơ bản đối với độ tin cậy của các sản phẩm làm từ thép này. Người dùng phải đảm bảo rằng các phương pháp thiết kế, xây dựng và xử lý của mình phù hợp với vật liệu, tương ứng với công nghệ tiên tiến nhất mà nhà chế tạo phải tuân thủ và phù hợp với mục đích sử dụng.
Khách hàng chịu trách nhiệm về việc lựa chọn vật liệu. Cần tuân thủ các khuyến nghị của EN 1011-2 (Hàn) và CEN/TR 10347 (Tạo hình) cũng như các khuyến nghị liên quan đến an toàn công việc theo các quy tắc quốc gia.
DILLIMAX 890 Tạo hình nguội
Tạo hình nguội có nghĩa là tạo hình dưới nhiệt độ giảm ứng suất tối đa cho phép (560 °C/ 1040 °F).
DILLIMAX 890 có thể được tạo hình nguội nhờ cường độ năng suất cao. Các cạnh cắt bằng ngọn lửa hoặc cắt ở khu vực uốn phải được mài trước khi tạo hình nguội. Tạo hình nguội có liên quan đến việc làm cứng thép và giảm độ dẻo dai. Tùy thuộc vào mã thiết kế có liên quan, điều này có thể dẫn đến nhu cầu bán kính uốn lớn hơn so với chỉ định trong biểu đồ. Đối với số lượng tạo hình nguội lớn hơn, chúng tôi khuyên bạn nên tham khảo ý kiến của nhà sản xuất thép trước khi đặt hàng.
Trong quá trình xử lý, các biện pháp an toàn cần thiết phải được thực hiện để không ai gặp nguy hiểm do có thể bị gãy chi tiết gia công trong quá trình tạo hình.
Các dạng hình học sau đây thường có thể đạt được bằng cách tạo hình nguội mà không tạo thành các khuyết tật bề mặt (trong đó t là độ dày của tấm):
Bán kính uốn tối thiểu
Chiều rộng khuôn tối thiểu
Hướng ngang
3 tấn
9t
Hướng theo chiều dọc
4 tấn
12t
DILLIMAX 890 Tạo hình nóng
Nếu vượt quá nhiệt độ 560 °C (1040 °F), quá trình ủ ban đầu sẽ bị thay đổi do đó các tính chất cơ học bị ảnh hưởng. Để lấy lại các đặc tính ban đầu, việc làm nguội và ủ mới trở nên cần thiết. Tuy nhiên, tôi bằng nước đối với chi tiết hoặc bộ phận gia công đã tạo hình thường sẽ kém hiệu quả hơn so với quá trình tôi ban đầu trong máy nghiền tấm, do đó nhà chế tạo có thể không thiết lập lại được các đặc tính cần thiết và do đó tạo hình nóng không phù hợp.
Cuối cùng, nhà chế tạo có trách nhiệm đạt được các giá trị yêu cầu của thép thông qua quá trình xử lý nhiệt thích hợp.
DILLIMAX 890 Hàn và cắt ngọn lửa
Do cường độ năng suất cao, DILLIMAX 890 cần được chăm sóc đặc biệt trong quá trình xử lý tấm.
Hướng dẫn chi tiết về cắt ngọn lửa của DILLIMAX được cung cấp trong thông tin kỹ thuật “Tiết kiệm với THÉP CƯỜNG LỰC CAO – DILLIMAX”.
Để biết hướng dẫn hàn chung, vui lòng tham khảo EN 1011. Để đảm bảo độ bền kéo của kim loại mối hàn đáp ứng các yêu cầu của kim loại cơ bản, nhiệt độ đầu vào và nhiệt độ giữa các đường hàn phải được giới hạn trong quá trình hàn. Kinh nghiệm cho thấy nên chọn các điều kiện hàn sao cho thời gian làm nguội t8/5 không vượt quá 12 giây. Điều này có thể áp dụng khi sử dụng vật liệu độn phù hợp thuộc loại cường độ chảy tương ứng.
Cường độ năng suất cao của vật liệu cơ bản phải được tính đến khi lựa chọn vật liệu phụ. Cần xem xét rằng đầu vào nhiệt tăng dẫn đến tính chất kéo thấp hơn trong kim loại mối hàn. Nếu lên kế hoạch xử lý nhiệt giảm căng thẳng trong hoặc sau quá trình xử lý tấm, điều này cũng phải được xem xét khi lựa chọn vật liệu độn.
To avoid hydrogen-induced cold cracking, only filler materials, which add very little hydrogen to the base metal, may be used. Therefore, shielded arc welding should be preferred. For manual arc welding, electrodes with basic coating (type HD<5 ml/100 g in accordance with ISO 3690), and dried according to the manufacturer’s instructions, should be used.
DILLIMAX 890 Nhiệt luyện
Nếu việc giảm căng thẳng phải được xem xét vì các quy định xây dựng, lý do xây dựng hoặc vì nó cần thiết cho việc chế tạo, vui lòng tham khảo ý kiến của chúng tôi. Các đặc tính của các thành phần cấu trúc có thể được thay đổi bằng cách xử lý nhiệt giảm căng thẳng.
Hướng dẫn chi tiết về cắt ngọn lửa, hàn, gia công và về các đặc tính kết cấu của DILLIMAX được cung cấp trong thông tin kỹ thuật “TIẾT KIỆM VỚI THÉP CƯỜNG ĐỘ CAO – DILLIMAX“.
Yêu cầu chung về giao hàng kỹ thuật
Trừ khi có thỏa thuận khác, các yêu cầu giao hàng kỹ thuật chung theo EN 10021 sẽ được áp dụng.
Dung sai
Trừ khi có thỏa thuận khác, dung sai sẽ tuân theo EN 10029, với loại A cho độ dày và bảng 4, nhóm thép H, cho độ lệch phẳng tối đa. Độ lệch phẳng nhỏ hơn có thể được thực hiện theo yêu cầu trước khi đặt hàng.
Chất lượng bề mặt
Trừ khi có thỏa thuận khác, các thông số kỹ thuật sẽ tuân theo EN 10163-2, loại A2.
Tấm thép chịu mài mòn DILLIMAX 965
Tấm thép chống mài mòn DILLIMAX 965
DILLIMAX 965 là thép kết cấu hạt mịn được tôi và tôi cường độ cao với cường độ chảy tối thiểu là 960 MPa (140 ksi)1) trong điều kiện giao hàng tại nơi làm việc (đề cập đến phạm vi độ dày thấp nhất). Các tính chất cơ học của nó đạt được bằng cách làm nguội bằng nước sau đó ủ.
DILLIMAX 965 được khách hàng ưu tiên sử dụng cho các kết cấu thép hàn trong các công trình cơ khí, công trình nhà máy và công trình kết cấu thép, chẳng hạn như máy móc cho kỹ thuật kết cấu, nhà máy vận chuyển, vận thăng, cần cẩu, cửa xả lũ và khung.
DILLIMAX 965 Mô tả sản phẩm
DILLIMAX 965 có thể được phân phối với ba chất lượng:
Cơ bản (B) với các giá trị tác động tối thiểu xuống tới -20 °C (-4 °F)1): DILLIMAX 965 B
Thép số 1.8941 – S960Q theo EN 10025-6
Cứng rắn (T) với các giá trị tác động tối thiểu xuống tới -40 °C (-40 °F)1): DILLIMAX 965T
Thép số 1.8933 – S960QL theo EN 10025-6
Cực kỳ khó khăn (E) với các giá trị tác động tối thiểu xuống tới -60 °C (-76 °F)1): DILLIMAX 965 E
Thép số 1.8934 – S960QL1
DILLIMAX 965 có thể được cung cấp với độ dày từ 6 đến 100 mm (¼ đến 4 in.)1), theo chương trình chiều. Các kích thước khác với chương trình kích thước thông thường có thể được cung cấp theo yêu cầu.
DILLIMAX 965 Thành phần hóa học
Đối với phân tích muôi, các giá trị giới hạn tính bằng % sau đây được áp dụng:
DILLIMAX 965
NS
Và
Mn
P
NS
Cr
Ni
Mo
V + Nb
NS
B, T, E
≤ 0,20
≤ 0,50
≤ 1,40
≤ 0,020
≤ 0,010
≤ 0,90
≤ 2,0
≤ 0,70
≤ 0,10
≤ 0,004
Thép được tạo hạt mịn thông qua hàm lượng nhôm vừa đủ.
trong điều kiện giao hàng của nó2) các giá trị thấp hơn một phần so với các giá trị được chỉ định bởi EN 10025-6 (trong đó t là độ dày tấm danh nghĩa):
Độ dày tấm t [mm] (in) Một)
tối đa CEV [%]
t ≤ 50 (2)
0.77
50 (2) < t ≤ 100 (4)
Có thể được đồng ý
Một) Các giá trị trong ngoặc chỉ dành cho thông tin.
Các giá trị tương đương carbon thấp hơn có thể được thỏa thuận theo yêu cầu.
Làm nguội và tôi luyện nước theo EN 10025-6.
1) Các giá trị trong ngoặc chỉ dành cho thông tin. 2) CEV = C +Mn/6 +(Cr+Mo+V)/5 + (Cu+Ni)/15
Đặc tính cơ học và công nghệ trong điều kiện giao hàng
Độ dày tấm
Sức căng
Sức mạnh năng suất tối thiểu
Độ giãn dài tối thiểu
t [mm] (in.) Một)
Rm[MPa] (ksi) Một)
ReH b) [MPa] (ksi) Một)
A5 [%]
A2in. c) [%]
≤ 50 (2)
980 – 1150 (142 – 167)
960 (140)
12
13
> 50 (2)
≤ 60 (2,4)
950 – 1120 (138 – 162)
930 (135)
12
13
> 60 (2.4)
≤ 100 (4)
900 – 1100 (130 – 160)
850 (123)
12
13
b) Nếu không rõ ràng, cường độ năng suất Rtrong điều kiện giao hàng của nó được đo thay thế. c) Các giá trị này áp dụng nếu được thử nghiệm theo tiêu chuẩn ASTM A370.
Giá trị tối thiểu cao hơn có thể được thỏa thuận theo yêu cầu.
DILLIMAX 965 Thử va đập trên mẫu vật Charpy-V
DILLIMAX 965
Hướng mẫu
Năng lượng tác động Av [J] (ft.-Ib.) Một) ở nhiệt độ thử nghiệm
0 °C (32 °F) Một)
-20 °C (-4 °F) Một)
-40 °C (-40 °F) Một)
-60 °C (-76 °F) Một)
Cơ bản (B)
xà đứng
40/30 (22/30)
27/3 (20/22)
-
-
Độ dẻo dai cao (T)
xà đứng
50/35 (37/26)
40/30 (22/30)
27/3 (20/22)
-
Cực kỳ khó khăn (E)
xà đứng
60/40 (44/30)
50/35 (37/26)
40/30 (22/30)
27/3 (20/22)
Một) Các giá trị trong ngoặc chỉ dành cho thông tin.
Giá trị tối thiểu quy định là giá trị trung bình của 3 lần kiểm tra. Một giá trị riêng lẻ có thể thấp hơn giá trị trung bình tối thiểu được chỉ định, với điều kiện là nó không thấp hơn 70 % giá trị đó. Đối với độ dày tấm dưới 12 mm (0,5 in)1), thử nghiệm có thể được thực hiện trên mẫu thử nghiệm Charpy-V với chiều rộng giảm; chiều rộng tối thiểu phải là 5 mm (0,2 in)1). Giá trị tác động tối thiểu sẽ được giảm tương ứng.
Thử nghiệm DILLIMAX 965
Các thử nghiệm độ bền kéo và va đập sẽ được thực hiện theo EN 10025-6 một lần cho mỗi nhiệt và 40 tấn. Có thể thực hiện các thử nghiệm trên mọi thiết bị xử lý nhiệt theo yêu cầu.
Các mẫu thử nghiệm độ bền kéo được chuẩn bị theo EN 10025-6. Thử nghiệm được thực hiện trên các mẫu có chiều dài đo L0 Cấp độ cứng rắn bổ sung E theo bảng dữ liệu này chỉ có sẵn với độ dày tấm là0 hoặc L0 Cấp độ cứng rắn bổ sung E theo bảng dữ liệu này chỉ có sẵn với độ dày tấm là0, phù hợp với EN ISO 6892-1.
Các phép thử độ bền kéo theo tiêu chuẩn ASTM A370 có thể được thỏa thuận.
Thử nghiệm tác động sẽ được thực hiện trên mẫu Charpy-V theo EN ISO 148-1. Trừ khi có thỏa thuận khác, phép thử sẽ được thực hiện ở nhiệt độ thấp nhất với chất lượng tương ứng trên các mẫu thử ngang được lấy như sau:
for plate thicknesses < 40 mm (1.6 in)3): mẫu thử phải được lấy sao cho một bên không cách xa hơn 2 mm (0,08 in)3) từ một bề mặt cuộn.
đối với độ dày tấm ≥ 40 mm (1,6 in)3): ¼ độ dày tấm.
Trừ khi có thỏa thuận khác, kết quả kiểm tra được ghi lại trong chứng chỉ 3.1 theo EN 10204.
đánh dấu
Trừ khi có thỏa thuận khác, việc đánh dấu được thực hiện thông qua tem thép ứng suất thấp với ít nhất các thông tin sau:
mác thép (ví dụ: DILLIMAX 965 B, T hoặc E)
số nhiệt
số đĩa mẹ và đĩa cá nhân
biểu tượng của nhà sản xuất
kết quả kiểm tra được ghi lại trong một chứng chỉ kiểm tra
3) Các giá trị trong ngoặc chỉ dành cho thông tin.
Xử lý DILLIMAX 965
Toàn bộ kỹ thuật xử lý và ứng dụng có tầm quan trọng cơ bản đối với độ tin cậy của các sản phẩm làm từ thép này. Người dùng phải đảm bảo rằng các phương pháp thiết kế, xây dựng và xử lý của mình phù hợp với vật liệu, tương ứng với công nghệ tiên tiến nhất mà nhà chế tạo phải tuân thủ và phù hợp với mục đích sử dụng. Khách hàng chịu trách nhiệm về việc lựa chọn vật liệu. Cần tuân thủ các khuyến nghị của EN 1011 (Hàn) và CEN/TR 10347 (Tạo hình) cũng như các khuyến nghị về an toàn công việc theo các quy tắc quốc gia.
DILLIMAX 965 Tạo hình nguội
Tạo hình nguội có nghĩa là tạo hình dưới nhiệt độ giảm ứng suất tối đa cho phép (560 °C/1040 °F) 4).
DILLIMAX 965 có thể được tạo hình nguội nhờ cường độ năng suất cao. Các cạnh cắt bằng ngọn lửa hoặc cắt ở khu vực uốn phải được mài trước khi tạo hình nguội. Tạo hình nguội có liên quan đến việc làm cứng thép và giảm độ dẻo dai. Tùy thuộc vào mã thiết kế có liên quan, điều này có thể dẫn đến nhu cầu bán kính uốn lớn hơn so với chỉ định trong biểu đồ. Đối với số lượng tạo hình nguội lớn hơn, chúng tôi khuyên bạn nên tham khảo ý kiến của nhà sản xuất thép trước khi đặt hàng.
Trong quá trình xử lý, các biện pháp an toàn cần thiết phải được thực hiện để không ai gặp nguy hiểm do có thể bị gãy chi tiết gia công trong quá trình tạo hình.
Các dạng hình học sau đây thường có thể đạt được bằng cách tạo hình nguội mà không tạo thành các khuyết tật bề mặt (trong đó t là độ dày của tấm):
Bán kính uốn tối thiểu
Chiều rộng khuôn tối thiểu
Hướng ngang
3 tấn
9t
Hướng theo chiều dọc
4 tấn
12t
DILLIMAX 965 Tạo hình nóng
Nếu nhiệt độ 560 °C (1040 °F)4) bị vượt quá, quá trình ủ ban đầu sẽ bị thay đổi do đó các tính chất cơ học bị ảnh hưởng. Để lấy lại các đặc tính ban đầu, việc làm nguội và ủ mới trở nên cần thiết. Tuy nhiên, tôi bằng nước đối với chi tiết hoặc bộ phận gia công đã tạo hình thường sẽ kém hiệu quả hơn so với quá trình tôi ban đầu trong máy nghiền tấm, do đó nhà chế tạo có thể không thiết lập lại được các đặc tính cần thiết và do đó tạo hình nóng không phù hợp.
Cuối cùng, nhà chế tạo có trách nhiệm đạt được các giá trị yêu cầu của thép thông qua quá trình xử lý nhiệt thích hợp.
DILLIMAX 965 Hàn và cắt ngọn lửa
Do sức mạnh năng suất cao của nó, DILLIMAX 965 cần được chăm sóc đặc biệt trong quá trình xử lý tấm.
Để cắt ngọn lửa, nhiệt độ làm nóng sơ bộ tối thiểu sau đây được khuyến nghị: 50 °C (122 °F)4) cho độ dày tấm lên đến 20 mm (0,8 in)4), 100 °C (212 °F)4) cho độ dày tấm lên đến 50 mm (2 in)4) và
150 °C (302 °F)4) cho tấm dày hơn.
Để biết hướng dẫn hàn chung, vui lòng tham khảo EN 1011-2. Để đảm bảo rằng độ bền kéo của kim loại mối hàn đáp ứng các yêu cầu của kim loại cơ bản, nhiệt độ đầu vào và nhiệt độ giữa các đường hàn phải được giới hạn trong quá trình hàn. Kinh nghiệm cho thấy nên chọn các điều kiện hàn sao cho thời gian nguội t8/5 không quá 8 giây. Điều này có thể áp dụng khi sử dụng vật liệu độn phù hợp thuộc loại cường độ chảy tương ứng.
Cường độ năng suất cao của vật liệu cơ bản phải được tính đến khi lựa chọn vật liệu phụ. Cần xem xét rằng đầu vào nhiệt tăng dẫn đến tính chất kéo thấp hơn trong kim loại mối hàn. Nếu lên kế hoạch xử lý nhiệt giảm căng thẳng trong hoặc sau quá trình xử lý tấm, điều này cũng phải được xem xét khi lựa chọn vật liệu độn.
To avoid hydrogen-induced cold cracking, only filler materials, which add very little hydrogen to the base metal, may be used. Therefore, shielded arc welding should be preferred. For manual arc welding, electrodes with basic coating (type HD<5 ml/100g in accordance with ISO 3690), and dried according to the manufacturer’s instructions, should be used.
4) Các giá trị trong ngoặc chỉ dành cho thông tin.
DILLIMAX 965 Xử lý nhiệt
Nếu việc giảm căng thẳng phải được xem xét vì các quy định xây dựng, lý do xây dựng hoặc vì nó cần thiết cho việc chế tạo, vui lòng tham khảo ý kiến của chúng tôi. Các đặc tính của các thành phần cấu trúc có thể được thay đổi bằng cách xử lý nhiệt giảm căng thẳng.
Hướng dẫn chi tiết về cắt ngọn lửa, hàn, gia công và về các đặc tính kết cấu của DILLIMAX được cung cấp trong thông tin kỹ thuật “TIẾT KIỆM VỚI THÉP CƯỜNG LỰC CAO – DILLIMAX“.
DILLIMAX 965 Yêu cầu chung về kỹ thuật giao hàng
Trừ khi có thỏa thuận khác, các yêu cầu giao hàng kỹ thuật chung theo EN 10021 sẽ được áp dụng.
Dung sai
Trừ khi có thỏa thuận khác, dung sai sẽ tuân theo EN 10029, với loại A cho độ dày và bảng 4, nhóm thép H, cho độ lệch phẳng tối đa. Độ lệch phẳng nhỏ hơn có thể được thực hiện theo yêu cầu trước khi đặt hàng.
Chất lượng bề mặt
Trừ khi có thỏa thuận khác, các thông số kỹ thuật sẽ tuân theo EN 10163-2, loại A2.
Lưu ý chung
Nếu các yêu cầu cụ thể được yêu cầu và không được đề cập trong bảng dữ liệu này, vui lòng liên hệ với chúng tôi với các thông số kỹ thuật để chúng tôi xem xét và thỏa thuận trước khi đặt hàng. Thông tin trong bảng dữ liệu này là một mô tả sản phẩm. Bảng dữ liệu này được cập nhật theo yêu cầu của dịp này.
TẤM THÉP CHỊU MÀI MÒN DILLIDUR IMPACT
Mô tả DILLIDUR IMPACT
DILLIDUR IMPACT là thép chống mài mòn có độ cứng danh nghĩa là 340 HBW trong điều kiện giao hàng.
DILLIDUR IMPACT không phải là thép xây dựng được chứng nhận CE theo EN 10025.
DILLIDUR IMPACT được ứng dụng ở những nơi yêu cầu khả năng chống mài mòn cao cùng với độ dẻo dai và khả năng chống nứt cao cũng như khả năng thi công tốt.
Ví dụ về ứng dụng: các bộ phận mài mòn nặng (hàn) trong thiết bị di chuyển, khai thác mỏ, phá hủy và tái chế.
Thép chống mài mòn tác động Dillidur
Tấm thép chịu mòn Dillidur là thép chống mài mòn có độ cứng danh nghĩa là 340 HBW trong điều kiện giao hàng, có tính chất cơ học thu được bằng cách làm nguội nước và tôi luyện sau đó.
Dillidur Impact không phải là thép xây dựng được chứng nhận CE theo EN 10025.
Dillidur Impact được ứng dụng ở những nơi yêu cầu khả năng chống mài mòn cao cùng với độ dẻo dai và khả năng chống nứt cao cũng như khả năng thi công tốt.
Ví dụ về ứng dụng: các bộ phận mài mòn nặng (hàn) trong thiết bị di chuyển, khai thác mỏ, phá hủy và tái chế
Mô tả Sản phẩm
Chỉ định và phạm vi ứng dụng
Phạm vi sản xuất tấm DILLIDUR IMPACT là 40 mm đến 150 mm (1,6 đến 6 in) 1) , vui lòng xem chương trình giao hàng. Các kích thước khác có thể được thực hiện theo yêu cầu.
TÁC ĐỘNG DILLIDUR Thành phần hóa học
Đối với thành phần hóa học của phân tích gáo, các giới hạn sau được áp dụng (tính bằng %):
NS
Và
Mn
P
NS
Ni + Cu
Mo
Cr
V
Nb
NS
≤ 0,21
≤ 0,60
≤ 1,80
≤ 0,020
≤ 0,010
≤ 3,0
≤ 0,70
≤ 1,50
≤ 0,09
≤ 0,04
≤ 0,005
Giá trị tối đa của carbon tương đương:
Độ dày tấm t [mm]
40 mm ≤ t ≤ 80 mm
(1,6 inch ≤ t ≤ 3,2 inch)1)
80 mm < t ≤ 150 mm
(3.2 in < t ≤ 6 in)1)
CEV2)
0.66
0.74
CET3)
0.40
0.43
Thép được xử lý hoàn toàn và tạo hạt mịn thông qua hàm lượng nhôm vừa đủ.
DILLIDUR TÁC ĐỘNG Điều kiện giao hàng
Nước được kiểm soát làm nguội và tôi luyện.
1) Các giá trị trong ngoặc chỉ dành cho thông tin. 2) CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15 3) CET = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40
Đặc tính cơ học và công nghệ trong điều kiện giao hàng
Độ cứng
Độ cứng bề mặt ở nhiệt độ phòng: 310 – 370 HBW.
Thử va đập trên mẫu vật Charpy-V theo hướng dọc ở độ dày ¼ tấm
Độ dày tấm t [mm]
Nhiệt độ kiểm tra [°C]
Năng lượng tác động Av [J]
40 ≤ t ≤ 150
(1,6 inch ≤ t ≤ 6 inch)1)
-40
(-40°F)1)
30
(22 ft.lb.)1)
Giá trị tối thiểu quy định là giá trị trung bình của 3 lần kiểm tra. Chỉ một giá trị riêng lẻ được phép thấp hơn giá trị tối thiểu này và không quá 30%.
Thử nghiệm TÁC ĐỘNG DILLIDUR
Thử nghiệm độ cứng bề mặt Brinell theo EN ISO 6506-1 được thực hiện trên bề mặt nền 0,5 mm – 2,0 mm (0,02 đến 0,08 in)1) dưới bề mặt tấm.
Thử nghiệm tác động được thực hiện theo EN 10045-1 trên mẫu thử nghiệm Charpy-V được thực hiện theo hướng dọc ở độ dày ¼ tấm.
Độ cứng bề mặt Brinell được thử nghiệm một lần cho mỗi nhiệt và 40 tấn (tấn).
Thử nghiệm Charpy được thực hiện một lần cho mỗi nhiệt.
Trừ khi có thỏa thuận khác, kết quả kiểm tra được ghi lại trong chứng chỉ kiểm tra 3.1 theo EN 10204.
Giá trị chỉ thị của các đặc tính cơ-công nghệ
Các thuộc tính điển hình sau cho t = 90 mm (3,5 in)1) chỉ dành cho thông tin:
ReH = 950 MPa (138 ksi)1)
Rm = 1000 MPa (145 ksi)1)
Độ giãn dài A5 = 15 %
Mặc dù có đặc tính chịu kéo cao, thép DILLIDUR không dành cho các bộ phận liên quan đến an toàn.
Đối với mục đích này thép cường độ cao DILLIMAX có sẵn.
Nhận dạng các tấm
Trừ khi có thỏa thuận khác, việc đánh dấu được thực hiện bằng tem thép ứng suất thấp với ít nhất các thông tin sau:
mác thép (DILLIDUR IMPACT)
số nhiệt
số đĩa mẹ và đĩa cá nhân
biểu tượng của nhà sản xuất
kết quả kiểm tra được ghi lại trong một chứng chỉ kiểm tra
1) Các giá trị trong ngoặc chỉ dành cho thông tin.
Toàn bộ kỹ thuật xử lý và ứng dụng có tầm quan trọng cơ bản đối với độ tin cậy của các sản phẩm làm từ thép này. Người dùng phải đảm bảo rằng các phương pháp thiết kế, xây dựng và xử lý của mình phù hợp với vật liệu, tương ứng với công nghệ tiên tiến nhất mà nhà chế tạo phải tuân thủ và phù hợp với mục đích sử dụng. Khách hàng chịu trách nhiệm về việc lựa chọn vật liệu.
Cần tuân thủ các khuyến nghị theo EN 1011-2 (Hàn) và CEN/TR 10347 (Tạo hình) cũng như các khuyến nghị về an toàn công việc theo các quy tắc quốc gia trong khi xem xét độ bền và độ cứng cao hơn.
Hình thành lạnh
Tạo hình nguội có nghĩa là tạo hình ở nhiệt độ dưới hoặc bằng 500°C (932°F)1). DILLIDUR IMPACT thích hợp cho tạo hình nguội có tính đến độ cứng cao. Các cạnh cắt ngọn lửa hoặc cắt trong khu vực uốn phải được mài trước khi tạo hình nguội.
Tạo hình nguội cho DILLIDUR IMPACT nên được thực hiện theo các khuyến nghị sau đây, trong đó t là độ dày của tấm:
Bán kính uốn tối thiểu
Mở khuôn tối thiểu
Hướng ngang
3 tấn
9t
Hướng theo chiều dọc
4 tấn
12t
Trong quá trình xử lý, các biện pháp an ninh cần thiết phải được thực hiện để không ai có thể gặp nguy hiểm do có thể làm gãy chi tiết gia công trong quá trình tạo hình.
TÁC ĐỘNG DILLIDUR Tạo hình nóng
Nếu nhiệt độ 500 °C (932 °F)1) bị vượt quá, quá trình ủ ban đầu sẽ bị thay đổi do đó các tính chất cơ học bị ảnh hưởng. Để lấy lại các đặc tính ban đầu, việc làm nguội và ủ mới trở nên cần thiết. Tuy nhiên, tôi bằng nước đối với chi tiết hoặc bộ phận gia công đã tạo hình thường sẽ kém hiệu quả hơn so với quá trình tôi ban đầu trong máy nghiền tấm, do đó nhà chế tạo có thể không thiết lập lại được các đặc tính cần thiết và do đó tạo hình nóng không phù hợp.
Cuối cùng, nhà chế tạo có trách nhiệm đạt được các giá trị yêu cầu của thép thông qua quá trình xử lý nhiệt thích hợp.
DILLIDUR IMPACT Cắt và hàn ngọn lửa
DILLIDUR IMPACT có thể cắt bằng ngọn lửa. Để cắt bằng ngọn lửa, cần tuân thủ các nhiệt độ gia nhiệt trước tối thiểu sau: 50 °C (122 °F)1) cho độ dày tấm từ 40 đến 70 mm (1,6 đến 2,8 in)1) và 100 °C (212 °F)1) cho tấm dày hơn.
Làm nguội chậm sau khi cắt ngọn lửa và/hoặc gia nhiệt tiếp theo của cạnh cắt ngọn lửa có lợi cho việc giảm nồng độ ứng suất bất lợi, đặc biệt đối với độ dày tấm cao hơn.
DILLIDUR IMPACT can be welded with all conventional arc welding methods. Welding of DILLIDUR IMPACT requires special care due to its high hardness. Please consult EN 1011-2. Keep the surface dry and clean and use consumables with a low hydrogen content (type HD< 5 ml / 100 g in accordance with ISO 3690). Use filler metals as soft as the loading of the construction and wear allow for. Because of the large plate thickness of DILLIDUR IMPACT, a minimum preheat and interpass temperature of 150°C (302°F)1) sẽ được tôn trọng.
DILLIDUR IMPACT Xử lý nhiệt
Nếu nhiệt độ giảm căng thẳng phải được xem xét, vui lòng liên hệ với nhà sản xuất. Các đặc tính có thể được thay đổi bằng cách xử lý nhiệt giảm căng thẳng.
1) Các giá trị trong ngoặc chỉ dành cho thông tin.
Gia Công TÁC ĐỘNG DILLIDUR
DILLIDUR IMPACT có thể được gia công bằng mũi khoan HSS và đặc biệt là mũi khoan Hợp kim HSS với tuổi thọ sử dụng thỏa đáng nếu bước tiến của mũi khoan và tốc độ cắt được cung cấp tương ứng.
Yêu cầu chung về giao hàng kỹ thuật
Trừ khi có thỏa thuận khác, các yêu cầu kỹ thuật chung theo EN 10021 được áp dụng.
Dung sai TÁC ĐỘNG DILLIDUR
Trừ khi có thỏa thuận khác, dung sai tuân theo EN 10029 loại A đối với độ dày và bảng 4, nhóm thép H đối với độ lệch phẳng tối đa.
TÁC ĐỘNG DILLIDUR Chất lượng bề mặt
Trừ khi có thỏa thuận khác, bề mặt sẽ tuân theo EN 10163-2, loại A2.
TÁC ĐỘNG DILLIDUR Lưu ý chung
Nếu các yêu cầu đặc biệt, không được đề cập trong đặc điểm kỹ thuật này, phải được đáp ứng bởi thép do mục đích sử dụng hoặc chế biến của nó, các yêu cầu này phải được thỏa thuận trước khi đặt hàng.
Thông tin trong đặc điểm kỹ thuật này là một mô tả sản phẩm.
Quý khách hàng có nhu cầu tham khảo sản phẩm cũng như xem bảng giá chi tiết hãy liên hệ chúng tôi qua số HOTLINE: 0274.221.6789-0933196.837 hoặc nhấn vào biểu tượng gọi nhanh (trên giao điện thoại) để được tư vấn, báo giá ngay.
Phú Giang Nam luôn trân trọng giá trị nền tảng cho sự phát triển, đó là các cơ hội được hợp tác với Quý khách hàng. Không có bất kỳ khó khăn nào có thể ngăn cản chúng tôi mang lại những giá trị tiện ích phù hợp với mong muốn và lợi ích của Quý khách hàng.
Chúng tôi tin tưởng rằng, với tập thể Phú Giang Nam đoàn kết vững mạnh và sự ủng hộ của Quý khách hàng, Phú Giang Nam chắc chắn sẽ gặt hái được nhiều thành công hơn nữa trong tương lai.
Inox PGN – Inox Phú Giang Nam cam kết cung cấp chỉ cung cấp các loại Tấm/Cuộn/Ống hộp/Phụ kiện 304/316/310S...cao cấp và chất lượng. Bên cạnh những tiêu chuẩn có sẵn thì chúng tôi cũng cung cấp ống inox 304 theo mọi kích thước quý khách hàng yêu cầu.
Tất cả sản phẩm ống inox 304 tại PGN – Inox Phú Giang Nam đều có giá cả vô cùng hợp lý và mỗi sản phẩm giao đến khách hàng đều đạt tiêu chuẩn về tiêu chuẩn ASTM, JIS nên khách hàng có thể hoàn toàn yên tâm.
Nhanh tay gọi tới số Hotline :0274.221.6789-0933.196.837-0979.165.316 để được INOX PHÚ GIANG NAM tư vấn báo giá chi tiết nhất nếu bạn quan tâm,muốn gia công hoặc tìm hiểu về TẤM,CUỘN ,ỐNG ĐÚC INOX + ỐNG HÀN INOX CÔNG NGHIỆP+VAN /PHỤ KIỆN ĐƯỜNG ỐNGINOX 201/304/316/316L/310S/Duplex ... nhé!
Đơn vị cung cấp TẤM,CUỘN ,ỐNG ĐÚC INOX + ỐNG HÀN INOX CÔNG NGHIỆP+VAN INOX 304/316/310S/410S/430... chất lượng quốc tế tại TP Hồ Chí Minh,Hà Nội,Bắc Ninh,Vĩnh Phúc,Thái Nguyên,Hải Phòng,Quảng Ninh,Hưng Yên,Nam Định,Thanh Hóa,Nghệ An,Huế,Đà Nẵng,Bình Dương Đồng Nai,Long An,Vĩnh Long,Cần Thơ,Cà Mau và các tỉnh lân cận.