





















CUỘN INOX CÁN NGUỘI 304
Còn hàng
CUỘN INOX
-
Liên hệ
-
11768
Cuộn inox 304 là sản phẩm thép không gỉ (hay inox 304) được sản xuất dưới dạng các tấm phẳng, có khổ rộng giống tấm nhưng không giới hạn về chiều dài, đồng nhất với nhau và được cuộn lại thành từng cuộn. Inox 304 nói chung và inox 304 cuộn nói riêng được sử dụng vô cùng rộng rãi trong nhiều lĩnh
ngành chế biến thực phẩm, sản xuất hàng hóa, dệt may, hóa chất, linh kiện máy móc, thiết bị trên biển và đặc biệt trong tất cả các ngành cơ khí chế tạo ra các máy móc, dây chuyền sản xuất hay bất cứ một đồ tiêu dùng nào thì dạng inox cuộn để tiết kiệm được vật tư và đều được sử dụng thích hợp vào ngành cơ khí chế tạo.
Inox cán nguội 304 về bản chất cũng được tạo ra từ inox cán nóng , tuy nhiên sẽ thêm một bước cán nguội sau đó. Phôi thép cuộn cán nóng được sử dụng để tạo ra thép cuộn cán nguội bằng cách giảm dần độ dày và đưa nhiệt độ đến một mức phù hợp.
- Thông tin sản phẩm
- Ưu điểm
- Bình luận
CUỘN INOX CÁN NGUỘI:
|
Mác thép |
AISI/ SUS 304/304L, 321, 316/316L, 316Ti, 317, 309S/310S |
|
Tiêu chuẩn |
Mỹ - ASTM, Nhật - SUS, Châu Âu - EN, Nga - GOST... |
|
Xuất xứ |
BAHRU-MALAISIA,OUTOKUMPU -Phần Lan, ACERINOX - Tây Ban Nha, APAREM - Bỉ,Columbus- Nam Phi, THYSSENKRUP - Đức, SM,BNG - Hàn Quốc,MIKAS-TSINGSHAN-INDO,YONG JIN-Việt Nam,Posco Việt Nam, China... |
|
Ứng dụng |
Dùng trong ngành cơ khí chế tạo, thực phẩm, hóa chất, dược phẩm,... Trong dân dụng: Chúng được sử dụng nhiều để làm đồ gia dụng như nồi, xoong, chảo, các phụ kiện nhà bếp như dao, kéo, bát, đũa,… Trong xây dựng và kiến trúc: Nó được dùng trong lớp vỏ bên ngoài các tòa nhà, các công trình kiến trúc. Đòi hỏi chất lượng cao, sự bền vững trong nội thất như lan can, cầu thang, tủ, bàn ghế,… Inox đang trở thành xu hướng trong ngành kiến trúc, xây dựng vì nó tạo ra giá trị bền vững, mang tính thẩm mỹ. Trong y tế: Việc sử dụng inox thực sự là rất lý tưởng trong ngành y tế. Vì nó vệ sinh, khử trùng dễ dàng, chống ăn mòn, gỉ sét. Giúp ích cho việc làm dụng cụ phẫu thuật, nha khoa, giường y tế, tủ, bàn ăn,.. và một số máy móc trong ngành này. |
|
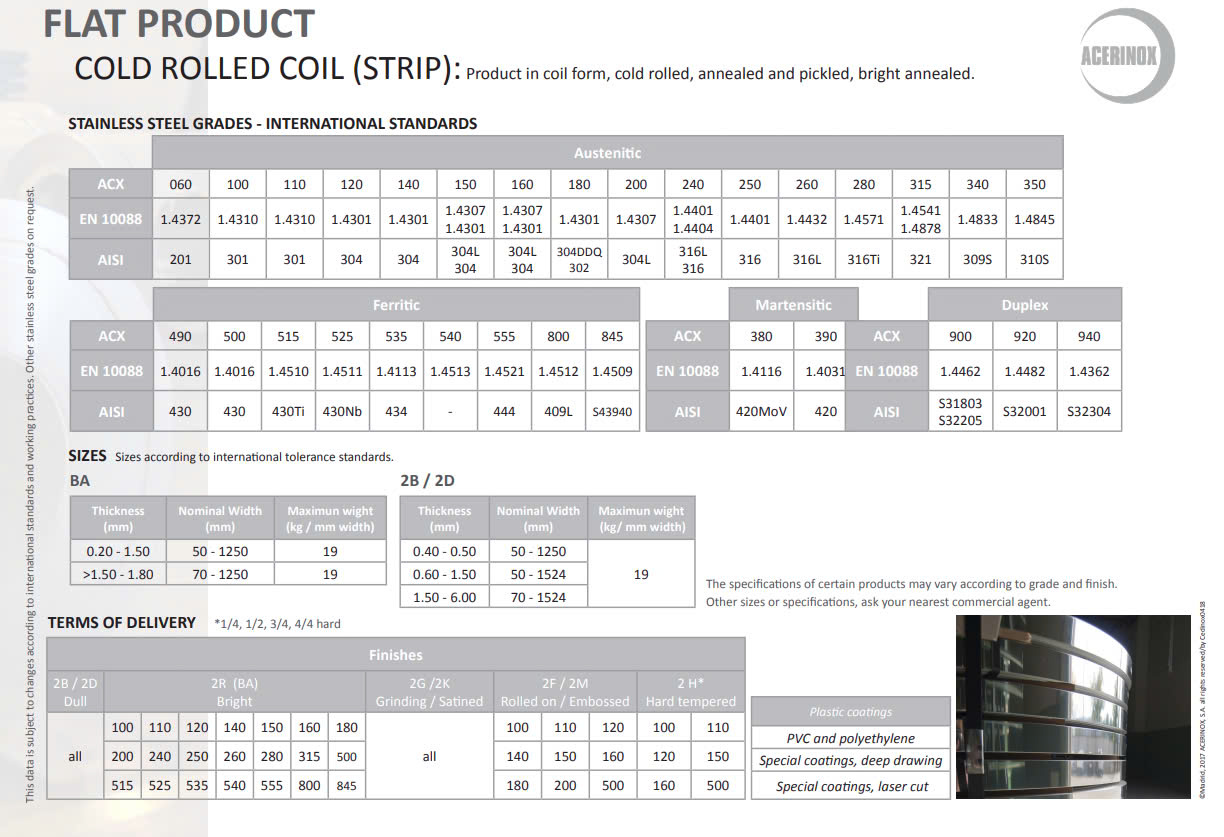
Quy cách |
Độ dày: 0.mm- 6.0 mm Khổ rộng: 1000mm, 1219mm, 1250mm, 1500mm, 1524mm, 2000mm Chiều dài: 2000mm, 2438mm, 3000mm, 3048mm, 6000mm, 6096mm, cuộn Độ bóng tiêu chuẩn: BA, 2B,Hairline, No4... |
Thép không gỉ cán nguội là gì?
Thép không gỉ cán nguội là quy trình cán thép ở nhiệt độ nguội (nhiệt độ phòng), quy trình này chỉ làm thay đổi hình dạng của sản phẩm. Thép không gỉ cán nguội có độ bền chắc cũng như tính thẩm mỹ của sản phẩm cao hơn nên thường được đánh giá cao hơn nhưng mức giá thành cũng vì thế mà cao hơn so với thép cán nóng.


SPECIFICATION:
► Những ưu điểm của thép cán nguội có thể kể đến là chất lượng hơn thép cán nóng, bề mặt hoàn thiện hơn với bề mặt thép mịn và có dầu nhờn.Thanh thép có dạng vuông, góc cạnh được xác định rõ. Ống thép có độ đồng tâm cao hơn, thẳng hơn.
Thép không gỉ cán nguội được sử dụng làm vật liệu xây dựng trong các công trình có tính kỹ thuật, chính xác và thẩm mỹ cao hơn. Với kỹ thuật cầu kỳ hơn thép cán nóng, thép cán nguội có độ cứng tốt hơn và bền hơn thép cán nóng.
♦ Sự khác nhau giữa thép cán nóng và cán nguội
Quy trình sản xuất thép nói lên sự khác nhau giữa thép cán nóng và thép cán nguội .Vậy quy trình sản xuất thép diễn ra như thế nào? Quy trình sản xuất thép được diễn ra theo 4 giai đoạn cơ bản như sau:
♦ Giai đoạn 1: Xử lý quặng
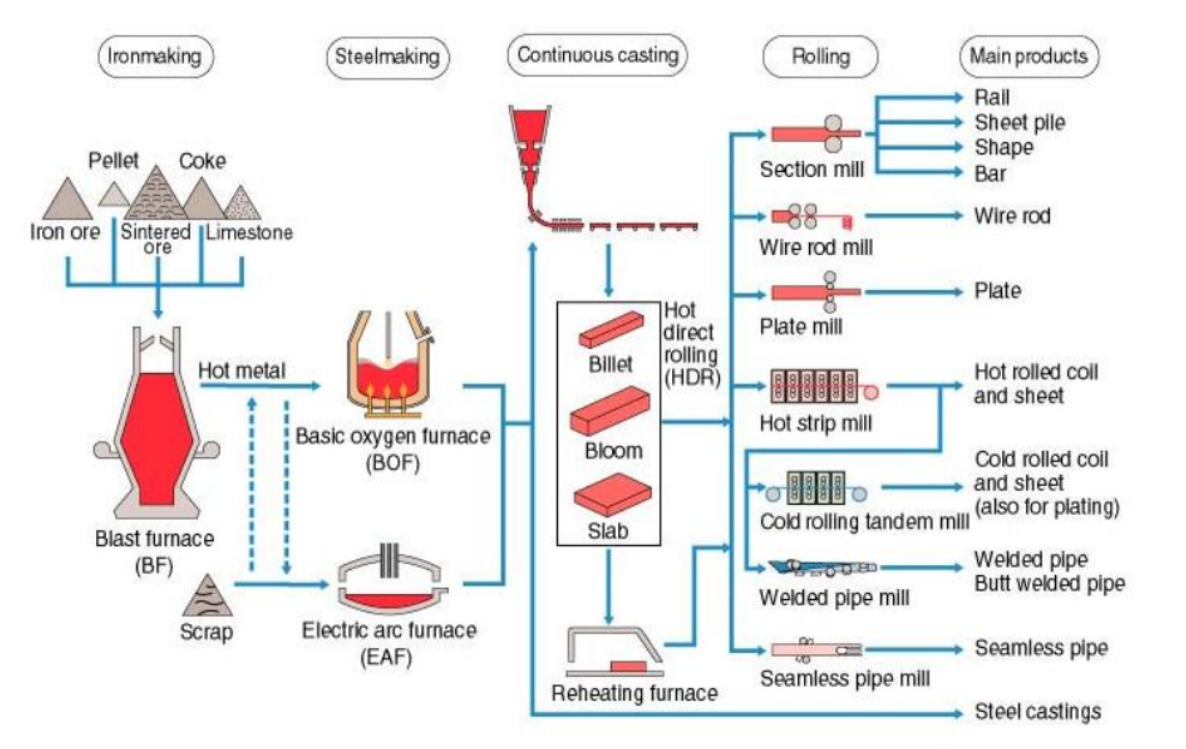
Trong giai đoạn này các nguyên liệu đầu vào như: Quặng viên (Pellet),quặng sắt (Iron ore), quặng thiêu kết, và các chất phụ gia như than cốc (coke), đá vôi (lime stone) được đưa vào lò nung (Blast furnace).
Nếu là phế liệu cũng sẽ được nung nóng tới 1 nhiệt độ nhất định để làm thành dòng kim loại nóng chảy (hot metal).
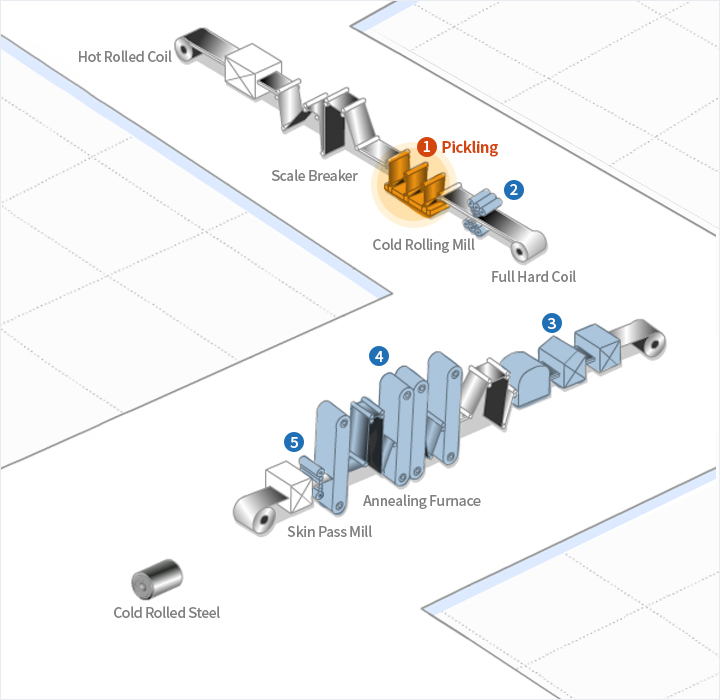
Đầu tiên cần xử lý nguyên liệu đầu vào, nguyên liệu chủ yếu là các loại quặng như là: quặng viên, quặng sắt, quặng thiêu kết….và một số các chất phụ gia khác như than cốc, đá vôi… Sau khi chuẩn bị nguyên liệu đầu vào xong thì sẽ cho tất cả nguyên liệu vào lò nung để làm tan chảy nguyên liệu.Cuộn thép cán nóng được đưa qua dây chuyền tẩy rỉ, nơi sử dụng máy phá vảy (scale breaker) và dung dịch axit hydrochloric để loại bỏ lớp vảy oxit và/hoặc màng oxit trên bề mặt – những yếu tố có thể gây khuyết tật bề mặt trong giai đoạn cuối của quá trình sản xuất thép cán nguội.
Giai đoạn 2: Tạo dòng thép nóng chảy
Dòng kim loại nóng chảy được hình thành từ giai đoạn 1, được dẫn tới lò cơ bản (Basic oxygen furnace), hoặc lò hồ quang điện (Electric arc furnace).Tại đây, kim loại nóng được xử lý, tách tạp chất và tạo ra sự tương quan giữa các thành phần hoá học. Là cơ sở để quyết định mẻ thép tạo ra cho loại sản phẩm nào, thuộc mác thép nào. Ví dụ mẻ thép sẽ dùng để cán thép thanh vằn SD390 thì các thành phần hoá học sẽ được điều chỉnh ngay ở giai đoạn này để cho ra mác thép SD390.
Sau khi nguyên liệu tan chảy sẽ tạo ra dòng thép nóng chảy. Dòng thép nóng chảy này sẽ được dẫn đến lò cơ bản hoặc lò hồ quang điện. Tại các lò này kim loại sẽ được tách và xử lý tạp chất. Ở giai đoạn này sẽ quyết định được sản phẩm thép được sản xuất ra thuộc loại thép nào, kết cấu mác thép ra sao. Bởi vậy đến giai đoạn này giám sát sản xuất cũng như các chuyên gia sẽ lựa chọn để nâng cao hay giảm bớt đi các thành phần hóa học trong thép.
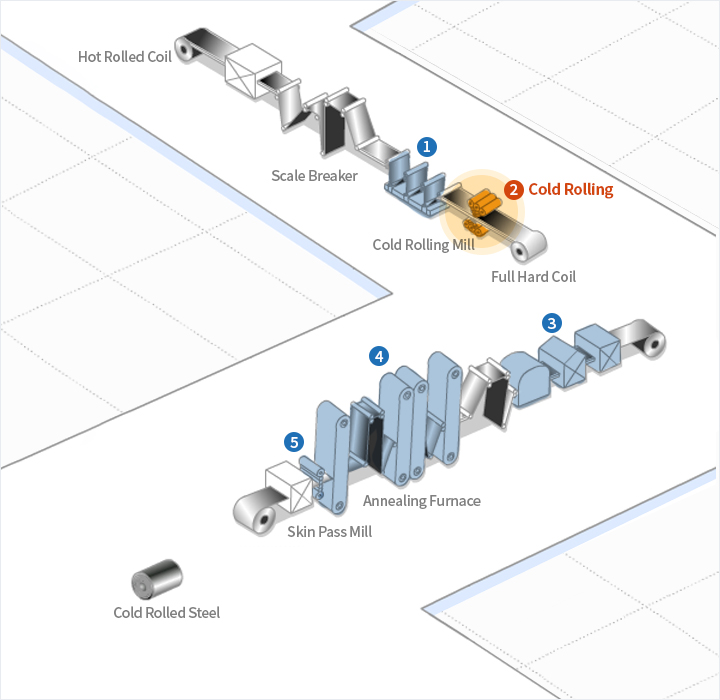
Cán nguội (Cold Rolling)
Các cuộn thép sau khi được tẩy rỉ sẽ được cán nguội bằng máy cán nhiều trục (tandem mills) đến độ dày yêu cầu, thường giảm từ 40% đến 90% so với kích thước ban đầu của vật liệu.
Việc điều chỉnh hình dạng trong suốt quá trình cán được thực hiện hoàn toàn tự động nhờ hệ thống thiết bị công nghệ hiện đại hàng đầu.
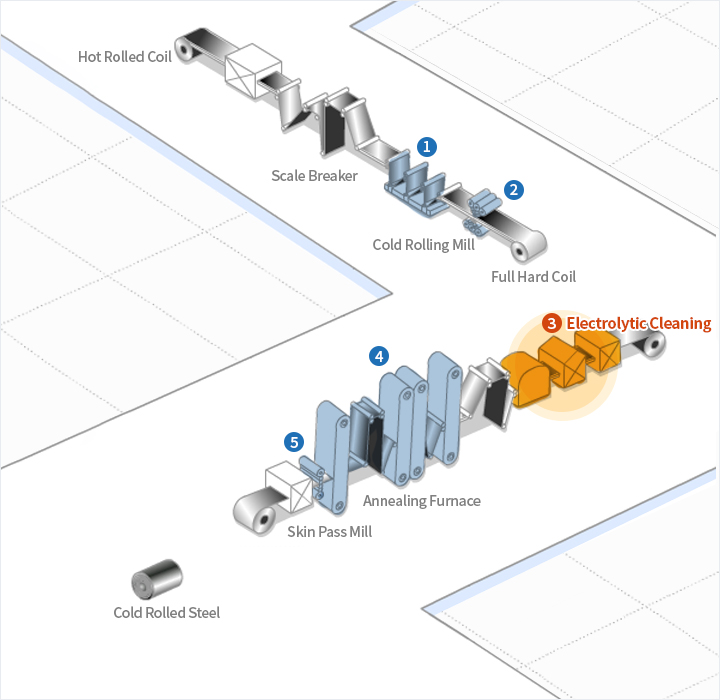
Giai đọa 2B. Làm sạch điện phân (Electrolytic Cleaning)
Mục đích của quá trình làm sạch điện phân là loại bỏ dầu bôi trơn và các tạp chất còn bám trên bề mặt thép cán nguội trước khi đưa vào giai đoạn ủ (annealing).
Giai đoạn 3: Đúc tiếp nhiên liệu ,Quá trình ủ (Annealing) – Xử lý nhiệt
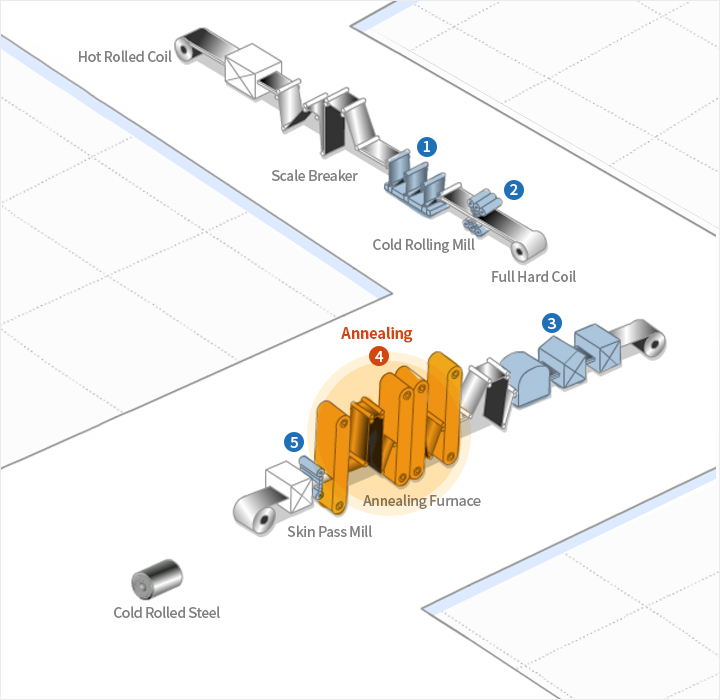
Đây là phương pháp sản xuất có hiệu suất cao, giúp tạo ra các sản phẩm thép có tính năng rút sâu vượt trội và độ bền kéo cao. Hai phương pháp ủ phổ biến được sử dụng là: ủ từng mẻ (batch annealing) và ủ liên tục (continuous annealing).
♦Dòng kim loại sau khi ra khỏi giai đoạn 2 được đưa tới:
– steel Castings: Đúc các sản phẩm khác.
– Tới lò đúc phôi.
Từ lò này sẽ đúc ra 3 loại phôi:
► Phôi thanh(Billet) là loại phôi thanh có tiết diện 100×100, 125×125, 150×150 dài 6-9-12 m. Thường dùng để cán kéo thép cuộn xây dựng, thép thành vằn.
► Phôi phiến (Slab) loại phôi thành thường dùng để cán ra thép cuộn cán nóng, thép tấm cán nóng, thép cuộn cán nguội hoặc thép hình.
► Có Phôi Bloom là loại phôi có thể sử dụng thay thế cho phôi thanh và phôi phiến.
Sau khi, phôi được đúc xong có thể để ở hai trạng thái: Trạng thái nóng và trạng thái làm nguội.
♦ Trạng thái nóng (hot direct rolling) trạng thái này duy trì phôi ở một nhiệt độ cao sau khi ra khỏi quá trình hình thành phôi để đưa thẳng vào quá trình cán sản phẩm.
♦ Trạng thái nguội của phôi để chuyển tới các nhà máy khác và sẽ được làm nóng lại (Reheating furnace) tại các nhà máy đó để đưa vào quá trình cán sản phẩm.
⇒ Nói cách khác,sau khi có dòng thép nóng chảy đã được xử lý tạp chất cũng như tạo sự tương quan hóa học kim loại thì sẽ được đưa đến lò đúc phôi. Từ lò đúc phôi này sẽ tạo ra 3 loại phôi chính là phôi phiến, phôi thanh và phôi bloom. Mỗi loại phôi sẽ tạo ra thành phẩm khác nhau tương ứng.
► Phôi phiến: Sử dụng để tạo thành thép cuộn cán nóng, thép tấm cán nóng, thép cuộn cán nguội hoặc thép hình.
► Phôi thanh: Dùng để tạo ra các sản phẩm thép cuộn xây dựng, thép thanh, thép vằn xây dựng….
► Phôi bloom: Đây là loại phôi có thể thay thế cho phôi thành và phôi phiến, bởi vậy loại phôi này sản xuất được ra nhiều các loại thép thành phẩm khác nhau.
Phôi được tạo ra ở giai đoạn này thường ở hai trạng thái nóng và nguội, từ đây hình thành nên sự khác nhau về thép cán nóng và cán nguội:
♦ Trạng thái nóng (Thép cán nóng): Phôi luôn duy trì ở nhiệt độ cao sau khi được đưa ra từ lò đúc phôi và đưa vào cán thành sản phẩm.
♦ Trạng thái nguội (Thép cán nguội): Phôi sẽ được làm nguội sau quá trình tạo phôi, phôi nguội này sẽ lại được làm nóng tại các nhà máy và cán tạo thành sản phẩm.
Giai đoạn 4: Cán tạo thành phẩm
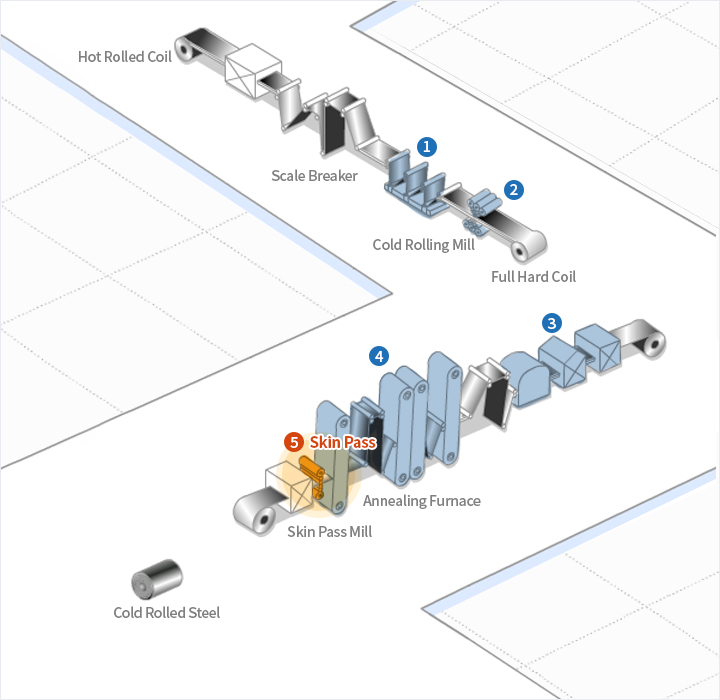
Phôi được đưa vào các nhà máy để cán ra các sản phẩm thép
Quá trình cán cuối cùng này được thực hiện nhằm loại bỏ các khuyết tật nhỏ trên bề mặt như vết căng và tạo ra bề mặt mịn màng, bóng loáng. Quá trình Cán da giúp giảm thêm độ dày khoảng 1%.
– Đưa phôi vào nhà máy thép hình (Section mill) để cán ra các sản phẩm thép như sau: Rail ( thép ray); Sheet pile (thép cừ lòng máng); Shape (thép hình các loại); Bar ( thép thanh xây dựng).
– Đưa phôi vào nhà máy thép (wire rode mill) để cán ra thép cuộn trơn xây dựng.
– Đưa phôi vào nhà máy thép tấm (Plate mill) để cán ra thép tấm đúc (Plate).
– Đưa phôi vào nhà máy thép cán nóng (Hot Strip mill), phôi sẽ được cán ra thép cuộn cán nóng (Hot roll coil-HRC). Hoặc thép tấm cắt ( cắt ngay kho ra cuộn và đóng kiện – Hàng Baotou). Trong quá trình cán ra thép cuộn cán nóng thép cuộn đang ở nhiệt độ cao (VD 780oC) nếu muốn cán ra thép cuộn cán nguội (Cold roll coil-CRC) thì hạ nhiệt độ cuộn thép đó xuống nhiệt độ thích hợp (VD:480oc) và tiếp tục cán giảm độ dày.
Như vậy, ngay ở giai đoạn này sản xuất ra thép cuộn cán nguội và thép cuộn cán nóng.
Hiện nay, các nhà máy cán lại ở Việt Nam đang sử dụng Phôi thép cuộn cán nóng: (1,75-5,0 mm) sau đó đưa vào lò nung lên tới nhiệt độ thích hợp (VD 480oC) để cán giảm độ dày ra thép cuộn cán nguội
– Từ các nhà máy thép cán nóng sau khi cán ra thép cuộn cán nóng có thể đưa thẳng tới nhà máy cán thép ống hàn (welded pipe mill).
– Đưa phôi vào nhà máy cán thép ống đúc (Seemless pipe mill) để sản xuất ra thép ống đúc.
Phôi thép sau khi được tạo thành từ quá trình đúc tiếp nhiên liệu thì sẽ được vận chuyển đến các nhà máy để tạo thành sản phẩm hoàn chỉnh.
Trên đây, là quy trình sản xuất các sản phẩm thép. Như vậy chúng ta có thể hiểu được thép cán nguội, thép cán nóng sản xuất ra như thế nào.Sau đây chúng ta có thể xem một số hình ảnh để có thể phân biệt thép cuộn cán nguội và thép cuộn cán nóng:
♦ Phân biệt thép cuộn cán nguội và thép cuộn cán nóng
Thép cuộn cán nguội |
Thép cuộn cán nóng |
|
| Độ dày thông thường | 0.3mm – 3.0mm | 3.0mm trở lên |
| Bề mặt | BA/2B/HLTrắng sáng, có độ bóng cao. | BA/2B/No.1,Xanh đen, tối đặc trưng |
| Mép biên | Thường được xén biên thẳng và sắc mép | Hai biên cuộn thường bo tròn, xù xì, biến màu rỉ sét khi để lâu. |
| Bảo quản | Hàng cán nguội thường có bao bì và để trong nhà. Rất nhanh rỉ sét bề mặt không sử dụng được | Có thể để thép cuộn cán nóng ngoài trời một thời gian dài và không cần bao bì bảo quản. |
So sánh thép cán nóng và cán nguội
Như vậy, phía trên Inox Phú Giang Nam vừa đưa ra các khái niệm liên quan đến thép cán nóng và thép cán nguội, bạn có thể theo dõi bảng dưới đây để so sánh thép cán nóng và cán nguội.
| Tiêu chí so sánh | Thép cán nóng | Thép cán nguội |
| Nguyên liệu đầu vào | Phôi thép | Thép cán nóng |
| Quá trình tạo ra | Cán ở nhiệt độ cao, lên đến 1000 độ C. Thép cán nóng dùng nhiệt độ cao làm biến đổi vật để tạo hình, đưa thép về hình dạng mong muốn. | Dùng thép cán nóng để nguội sau đó cán ở nhiệt độ phòng cho đến khi đạt kích thước mong muốn. |
| Hình dạng và kích thước thành phẩm | Co lại một chút khi nguội, phù hợp với các ứng dụng cơ khí không quá chính xác | Không bị co, phủ hợp với các ứng dụng cơ khí chính xác |
| Dung sai | Dung sai lớn, do quá trình tạo ra dùng nhiệt lớn nên thi nguội đi thì tự biến dạng | Dung sai nhỏ do quá trình tạo ra ở nhiệt độ phòng, có dung dịch làm mát |
| Mép biên | 2 biên thường bo tròn, xù xì, có thể bị gỉ sét khi để quá lâu | Mép biên sắc do thường được xén biên thẳng. |
| Bề mặt |
Bị đóng cặn do quá trình làm mát từ nhiệt độ cao xuống.
Các cạnh và góc hơi bo tròn Bị biến dạng nhẹ, sau khi làm mát có thể có dạng hình thang |
Bề mặt đa dạng: nhẵn, mịn,.. thường có dầu khi chạm vào
Thanh vuông và đúng, các cạnh góc rõ ràng. |
| Tính chất vật lý | Do trải qua nhiệt độ cao làm cho kim loại yếu hơn khi nguội nên thép cán nóng yếu hơn cán nguội. | Kim loại hình thành ở nhiệt độ thấp nên cứng hơn, chống lại kéo đứt và biến dạng tốt hơn. |
| Tính linh hoạt | Dễ uốn, tạo hình bất kì | Khó uốn hơn |
| Độ bền |
Chịu được tải trọng lớn Dễ bị hoen rỉ |
Chúng tôi có thể đáp ứng cắt hoặc gia công theo quy cách khách hàng.
Phú Giang Nam lắng nghe, phân tích, thấu hiểu nhu cầu của từng khách hàng, áp dụng kinh nghiệm, kỹ năng, tư duy của mình để giải quyết tối ưu mọi nhu cầu. Mỗi khách hàng là một viên gạch xây lên giá trị của công ty.
Quý khách hàng có nhu cầu tham khảo sản phẩm cũng như xem bảng giá chi tiết hãy liên hệ chúng tôi qua số HOTLINE: 0274.221.6789-0933196.837 hoặc nhấn vào biểu tượng gọi nhanh (trên giao điện thoại) để được tư vấn, báo giá ngay.

Phú Giang Nam luôn trân trọng giá trị nền tảng cho sự phát triển, đó là các cơ hội được hợp tác với Quý khách hàng. Không có bất kỳ khó khăn nào có thể ngăn cản chúng tôi mang lại những giá trị tiện ích phù hợp với mong muốn và lợi ích của Quý khách hàng.
Chúng tôi tin tưởng rằng, với tập thể Phú Giang Nam đoàn kết vững mạnh và sự ủng hộ của Quý khách hàng, Phú Giang Nam chắc chắn sẽ gặt hái được nhiều thành công hơn nữa trong tương lai.
Ngoài ra PGNS – Inox Phú Giang Nam còn là địa chỉ cung cấp Tấm/Cuộn/Ống hộp/Phụ kiện inox 304/316/310S cao cấp.
Inox PGN – Inox Phú Giang Nam cam kết cung cấp chỉ cung cấp các loại Tấm/Cuộn/Ống hộp/Phụ kiện 304/316/310S...cao cấp và chất lượng. Bên cạnh những tiêu chuẩn có sẵn thì chúng tôi cũng cung cấp ống inox 304 theo mọi kích thước quý khách hàng yêu cầu.
Tất cả sản phẩm ống inox 304 tại PGNS – Inox Phú Giang Nam đều có giá cả vô cùng hợp lý và mỗi sản phẩm giao đến khách hàng đều đạt tiêu chuẩn về tiêu chuẩn EN,ASTM, JIS nên khách hàng có thể hoàn toàn yên tâm.
Đơn vị cung cấp TẤM,CUỘN ,ỐNG ĐÚC INOX + ỐNG HÀN INOX CÔNG NGHIỆP+VAN INOX 304/316/310S/410S/430+ VAN VI SINH,ỐNG INOX VI SINH ... chất lượng quốc tế tại TP Hồ Chí Minh,Hà Nội và các tỉnh lân cận.
Công ty Inox Phú Giang Nam – chuyên cung cấp sản phẩm TẤM,CUỘN ,ỐNG ĐÚC INOX + ỐNG HÀN INOX CÔNG NGHIỆP+VAN INOX 304/316.310S/410S/430...tiêu chuẩn, VAN VI SINH,ỐNG INOX VI SINH Có nguồn gốc xuất xứ rõ ràng và chất lượng đạt các tiêu chuẩn quốc tế.
Nhanh tay gọi tới số Hotline :0274.221.6789-0933.196.837-0979.165.316 để được INOX PHÚ GIANG NAM tư vấn báo giá chi tiết nhất nếu bạn quan tâm,muốn gia công hoặc tìm hiểu về TẤM,CUỘN ,ỐNG ĐÚC INOX + ỐNG HÀN INOX CÔNG NGHIỆP+VAN INOX CÔNG NGHIỆP /PHỤ KIỆN ĐƯỜNG ỐNG INOX 201/304/304L/316/316L/310S/321/410/420/430/Duplex... nhé!
Inox Cuộn Cán nguội khá giống với inox Tấm nhưng được cuộn lại. Nhờ vào việc cuộn tròn chúng đã giảm được diện tích, tạo điều kiện thuận tiện hơn cho việc vận chuyển đi lại. Dựa vào thành phần cấu thành inox mà chúng được chia thành nhiều loại khác nhau.
Trong công nghiệp: Nó có độ bền cao và độ mềm dẻo tốt. Nên inox sử dụng nhiều trong ngành công nghiệp hóa chất, dầu khí, chế tạo tàu biển,…vì chúng hoạt động trong môi trường đòi hỏi nhiệt độ cao, chất độc nên cần những chất liệu có khả năng chống ăn mòn.


















